Plazma Transfer Ark Kaynak Torcu (PTA Torcu), plazma arkını oluşturmaktan ve alaşım tozunu kaynak alanına hassas bir şekilde iletmekten sorumlu olan Plazma Transfer Ark (PTA) makinesinin merkez parçasıdır. Yapısı ve çalışma prensibi, daha yüksek hassasiyet ve kararlılıkla sıradan kaynak torcundan farklıdır.
1. Yapısal bileşenler
OPTA kaynak torcuEsas olarak aşağıdaki bölümlerden oluşmaktadır:
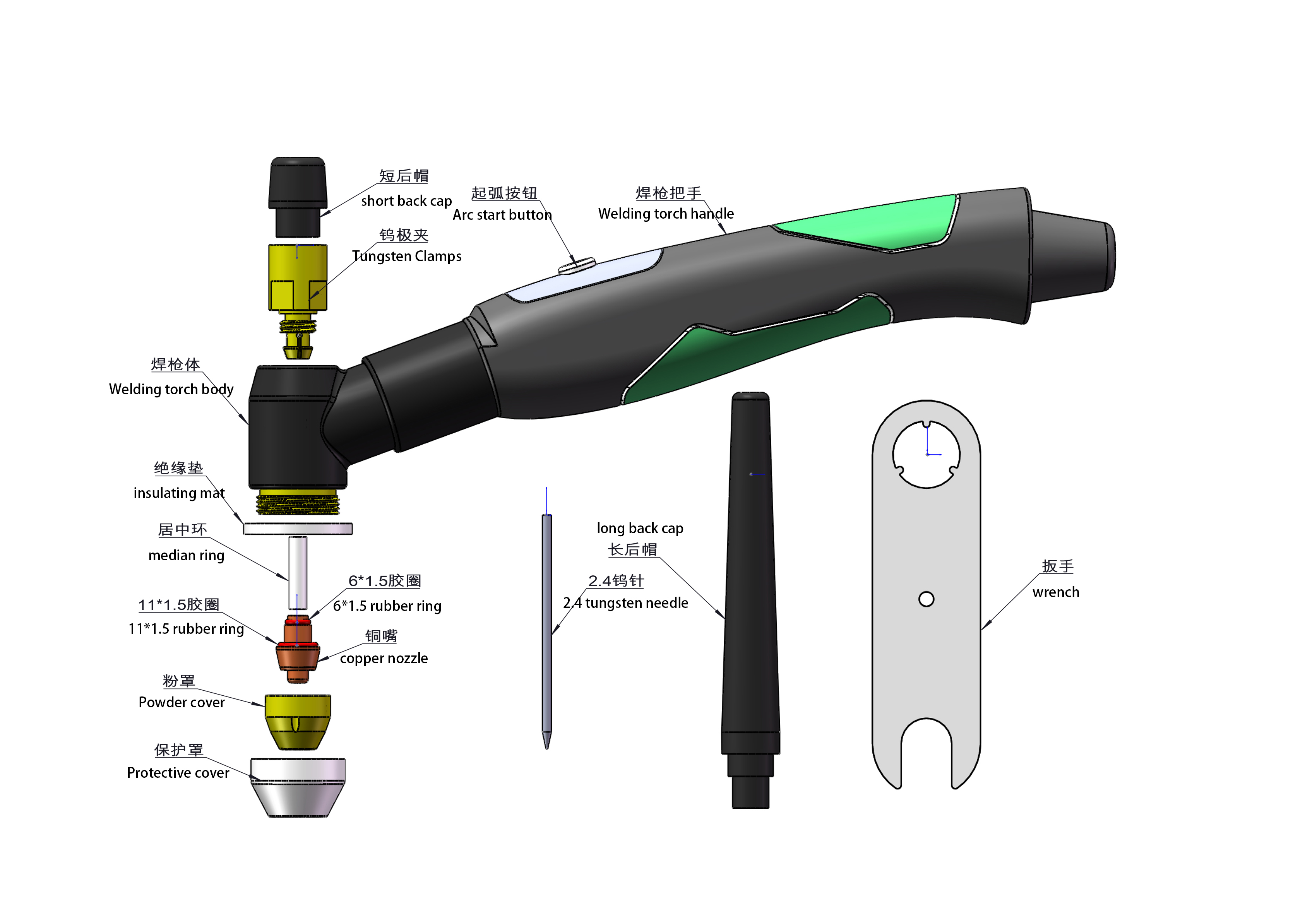
Katot (tungsten elektrot): Plazma arkı oluşturmak için kullanılan temel bileşen olup genellikle yüksek sıcaklığa ve korozyona dayanıklı tungsten malzemeden yapılır.
Anot (meme): Plazma arkını yönlendirir ve ark sütununu yoğunlaştırır; ısı dağılımını iyileştirmek için genellikle bakırdan yapılır.
Toz besleme sistemi: Alaşım tozunu plazma arkına homojen bir şekilde beslemek ve böylece tozun eriyerek iş parçasının yüzeyine birikmesini sağlamak için kullanılır.
Koruyucu gaz kanalı: Kaynak bölgesinde oksidasyonu önlemek için genellikle plazma gazı ve koruyucu gaz olarak argon veya helyum kullanılır.
Soğutma sistemi: Yüksek sıcaklıkta çalışma sırasında kaynak torcunun stabilitesini sağlamak için su soğutma sistemi kullanılır.
2. Çalışma prensibi
Ark başlatma aşaması: Yüksek frekanslı ve yüksek voltajlı darbe, tungsten elektrot ile nozul arasında transfersiz bir ark oluşturur (küçük akım, kararlı ark başlatma).
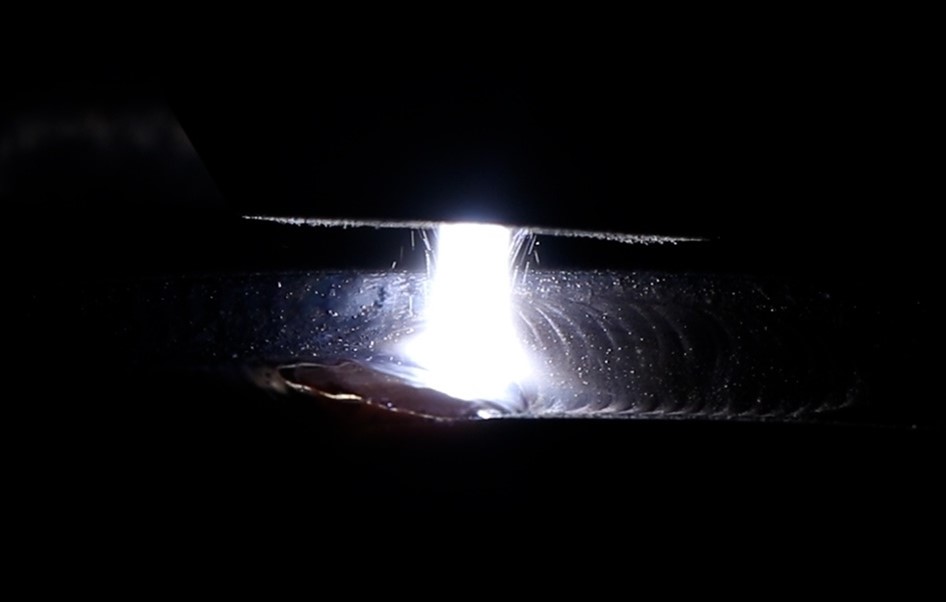
Plazma arkı oluşumu: Nozuldan geçen plazma gazı (örneğin argon), yüksek sıcaklıkta ark iyonizasyonuyla yüksek enerjili plazmaya dönüşür ve nozuldan iş parçasının yüzeyine doğru ilerleyerek transfer arkı (ana ark) oluşturur.
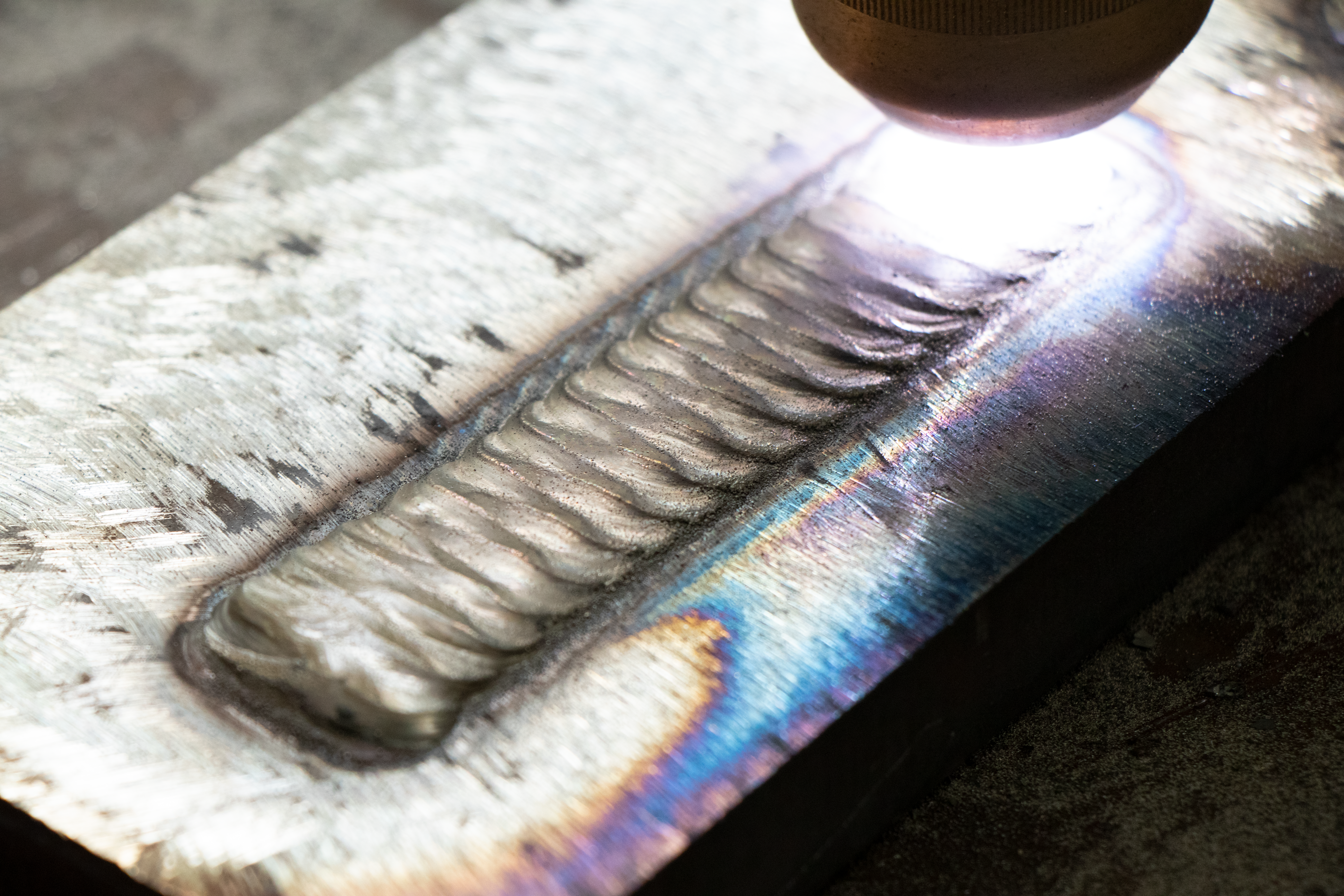
Toz besleme ve eritme: Alaşım tozu, toz besleyici vasıtasıyla plazma ark alanına homojen bir şekilde beslenir, anında eritilir ve yoğun bir kaplama oluşturmak üzere iş parçasının yüzeyine püskürtülür.
Metalurjik bağlama: Eritilmiş toz, yüksek mukavemetli, aşınmaya dayanıklı bir kaplama tabakası oluşturmak üzere ana malzeme ile metalurjik olarak bağlanır.
3. Özellikler ve avantajlar
Yüksek enerji yoğunluğu: uzun, ince ark kolonları, yüksek sıcaklıklar (20.000°C'ye kadar), erime derinliğinin ve kaplama kalınlığının hassas kontrolü.
Küçük ısıdan etkilenen bölge: Yüzey deformasyonunu ve termal gerilimi azaltır, iş parçasının boyutsal stabilitesini iyileştirir.
Yüksek malzeme kullanım oranı: Toz halindeki malzemenin kullanım oranı %90'ın üzerindedir, bu da ekonomiktir.
Mükemmel kaplama kalitesi: yoğun kaplama, gözeneksiz yapı, yüksek metalurjik bağ dayanımı, mükemmel aşınma ve korozyon direnci.
4. Yaygın olarak kullanılan malzemeler ve uygulamalar
Alaşım tozu malzemeleriKobalt bazlı, nikel bazlı, demir bazlı, tungsten karbür ve diğer aşınmaya dayanıklı, korozyona dayanıklı alaşım tozları.
Tipik uygulama alanları:
Petrol ve doğalgaz: Vanalar, matkap uçları ve pompa gövdeleri için aşınmaya ve korozyona dayanıklı kaplamalar.
Mühendislik makineleri: miller, makaralar, dişliler, kalıp yüzeyi güçlendirme ve onarımı.
Metalurji endüstrisi: merdanelerin, kalıpların, valf yuvalarının ve diğer parçaların yüzey kaplaması ve onarımı.
5. Kullanım Önlemleri
Tungsten elektrot koruması: oksidasyonu ve yanmayı önler, elektrot ömrünü uzatır.
Meme soğutması: Meme aşırı ısınmasından kaynaklanan hasarı önlemek için iyi bir su soğutma etkisi sağlayın.
Toz besleme stabilitesi: Düzensiz kaplama kalınlığı veya cüruf oluşumu gibi kusurları önlemek için tozun düzgün beslenmesini sağlayın.
Güvenlik önlemleri: Yüksek sıcaklık ve yüksek voltajda çalışma nedeniyle koruyucu maske, eldiven ve diğer güvenlik ekipmanlarının kullanılması gerekmektedir.
6. Diğer kaynak yöntemleriyle karşılaştırma
Plazma ark kaynağı (PAW) ile: PTA kaynağı esas olarak yüzey kaplama ve güçlendirme için kullanılırken, PAW çoğunlukla nüfuz kaynağı için kullanılır.
Lazer Yüzey İşleme ile Karşılaştırma: PTA kaynağı daha ucuzdur ve daha geniş bir malzeme yelpazesine uygulanabilir; ancak lazer yüzey işlemenin ısıdan etkilenen bölgesi daha küçüktür ve hassasiyeti daha yüksektir.
Plazma püskürtme ile: PTA kaynağı metalurjik bir bağlama yöntemidir ve yüksek kaplama mukavemetine sahiptir; plazma püskürtme ise mekanik bir bağlama yöntemidir ve ince tabaka kaplama için uygundur.
Yayın tarihi: 19 Şubat 2025