Плазменно-дуговая горелка (PTA-горелка) является центральным элементом установки плазменно-дуговой сварки (PTA), отвечающим за генерацию плазменной дуги и точную подачу порошка сплава в зону сварки. Ее конструкция и принцип работы отличаются от обычной сварочной горелки, обеспечивая более высокую точность и стабильность.
1. Конструктивные элементы
ОнСварочная горелка PTAВ основном состоит из следующих частей:
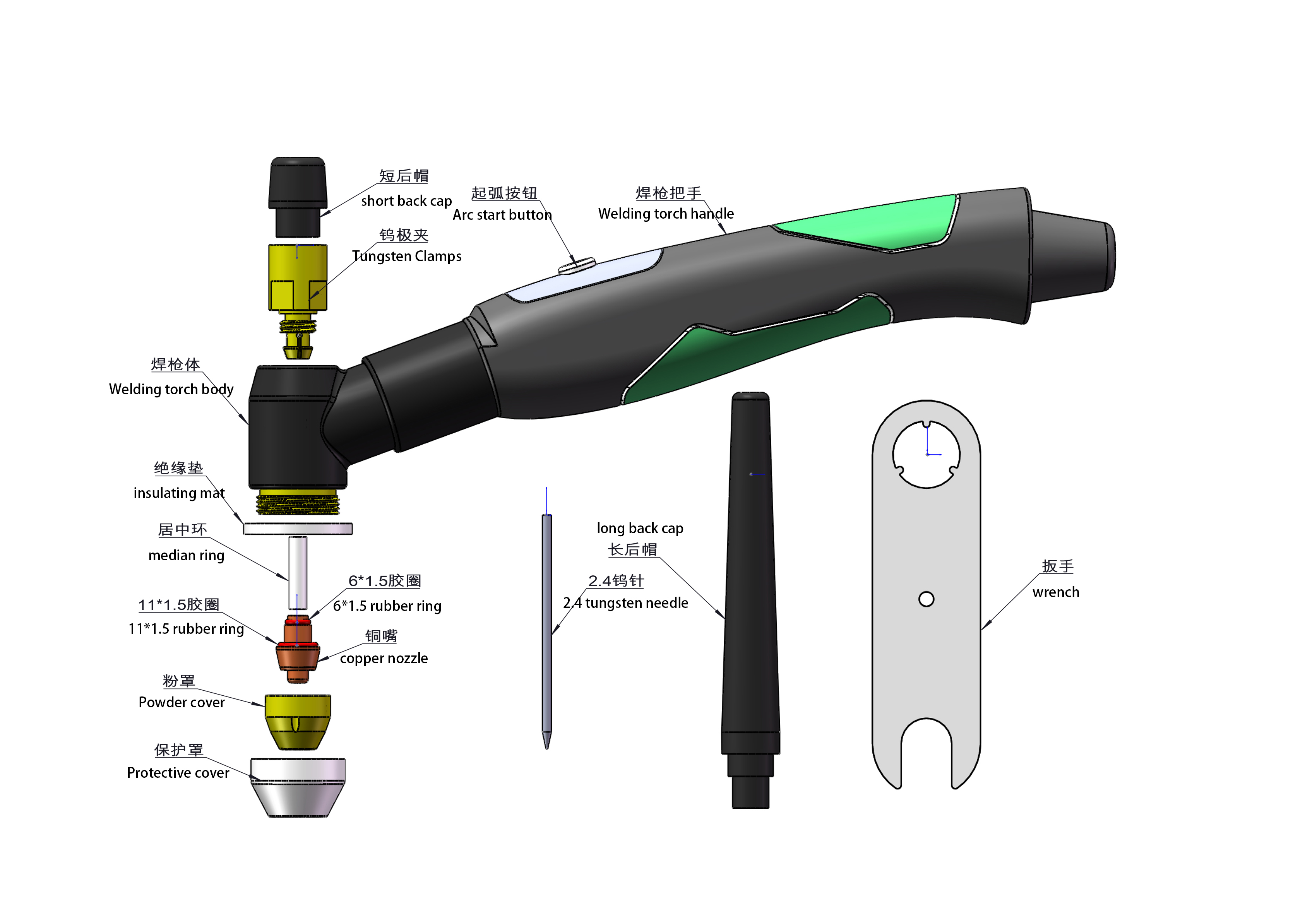
Катод (вольфрамовый электрод): основной компонент для генерации плазменной дуги, обычно изготавливаемый из высокотемпературного и коррозионностойкого вольфрамового материала.
Анод (сопло): направляет плазменную дугу и концентрирует дуговой столб, обычно изготавливается из меди для улучшения теплоотвода.
Система подачи порошка: используется для равномерной подачи порошка сплава в плазменную дугу, благодаря чему он плавится и осаждается на поверхности заготовки.
Защитный газовый канал: В качестве плазменного газа и защитного газа для предотвращения окисления в зоне сварки обычно используется аргон или гелий.
Система охлаждения: Для обеспечения стабильности работы сварочной горелки при высоких температурах используется водяное охлаждение.
2. Принцип работы
Этап инициирования дуги: Высокочастотный импульс высокого напряжения генерирует непереносимую дугу между вольфрамовым электродом и соплом (малый ток, стабильное инициирование дуги).
Формирование плазменной дуги: плазменный газ (например, аргон) проходит через сопло, и за счет высокотемпературной ионизации дуги превращается в высокоэнергетическую плазму, которая через сопло достигает поверхности заготовки, образуя передаточную дугу (основную дугу).
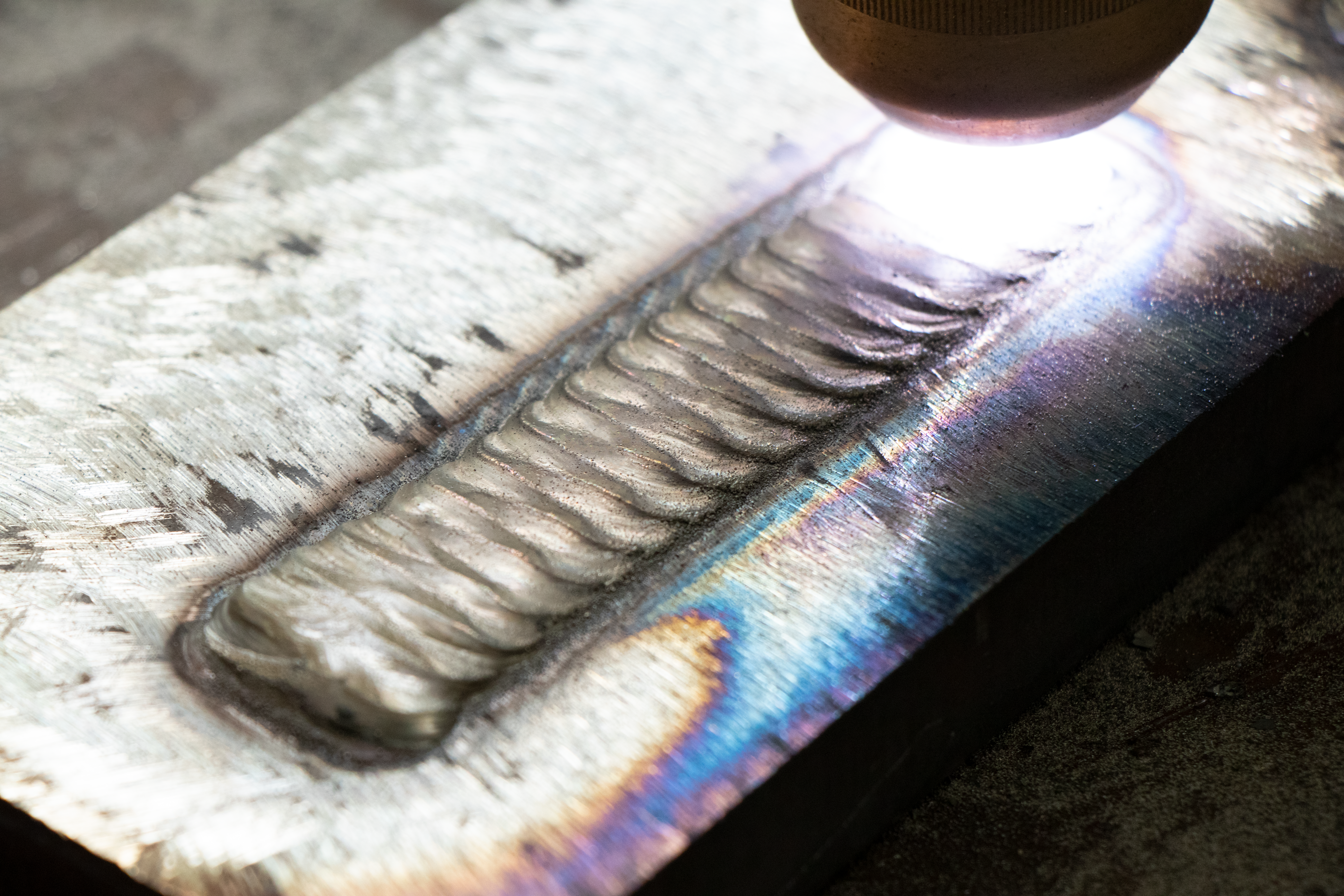
Подача и плавление порошка: порошок сплава равномерно подается в зону плазменной дуги через порошковый питатель, мгновенно плавится и распыляется на поверхность заготовки, образуя плотное покрытие.
Металлургическая связь: Расплавленный порошок металлургически связывается с основным материалом, образуя высокопрочный, износостойкий плакирующий слой.
3. Особенности и преимущества
Высокая плотность энергии: длинные, тонкие дуговые колонны, высокие температуры (до 20 000 °C), точный контроль глубины расплава и толщины покрытия.
Небольшая зона термического воздействия: уменьшает деформацию подложки и термические напряжения, повышает стабильность размеров заготовки.
Высокий коэффициент использования материала: коэффициент использования порошкового материала превышает 90%, что является экономически выгодным.
Превосходное качество покрытия: плотное покрытие, отсутствие пористости, высокая металлургическая прочность сцепления, отличная износостойкость и коррозионная стойкость.
4. Наиболее часто используемые материалы и области применения
Порошковые материалы сплавов: порошки из кобальтовых, никелевых, железосодержащих, карбидных вольфрама и других износостойких и коррозионностойких сплавов.
Типичные области применения:
Нефтегазовая отрасль: Износостойкие и коррозионностойкие покрытия для клапанов, буровых долот и корпусов насосов.
Машиностроение: валы, ролики, шестерни, упрочнение и ремонт поверхностей пресс-форм.
Металлургическая промышленность: наплавка и ремонт валков, пресс-форм, седел клапанов и других деталей.
5. Меры предосторожности при применении
Защита вольфрамового электрода: предотвращает окисление и выгорание, продлевает срок службы электрода.
Охлаждение сопла: необходимо обеспечить эффективное водяное охлаждение, чтобы избежать перегрева сопла и его повреждения.
Стабильность подачи порошка: необходимо обеспечить равномерную подачу порошка во избежание неравномерной толщины покрытия или дефектов в виде шлака.
Меры безопасности: работа при высоких температурах и высоком напряжении требует использования защитных масок, перчаток и других средств индивидуальной защиты.
6. Сравнение с другими методами сварки
При плазменно-дуговой сварке (ПАВ): сварка PTA в основном используется для наплавки и упрочнения поверхности, тогда как ПАВ чаще всего используется для сварки с проплавлением.
Сравнение с лазерной наплавкой: термическая сварка (PTA) дешевле и применима к более широкому спектру материалов; однако лазерная наплавка имеет меньшую зону термического воздействия и более высокую точность.
При плазменном напылении: сварка PTA — это металлургическое соединение, обеспечивающее высокую прочность покрытия; плазменное напыление — это механическое соединение, подходящее для нанесения тонких слоев покрытия.
Дата публикации: 19 февраля 2025 г.