La torcia ad arco plasma trasferito (torcia PTA) è il fulcro di una macchina ad arco plasma trasferito (PTA), responsabile della generazione dell'arco di plasma e del trasporto preciso della polvere di lega nell'area di saldatura. La sua struttura e il suo principio di funzionamento differiscono da quelli di una normale torcia di saldatura, offrendo maggiore precisione e stabilità.
1. Componenti strutturali
ILtorcia per saldatura PTAè composto principalmente dalle seguenti parti:
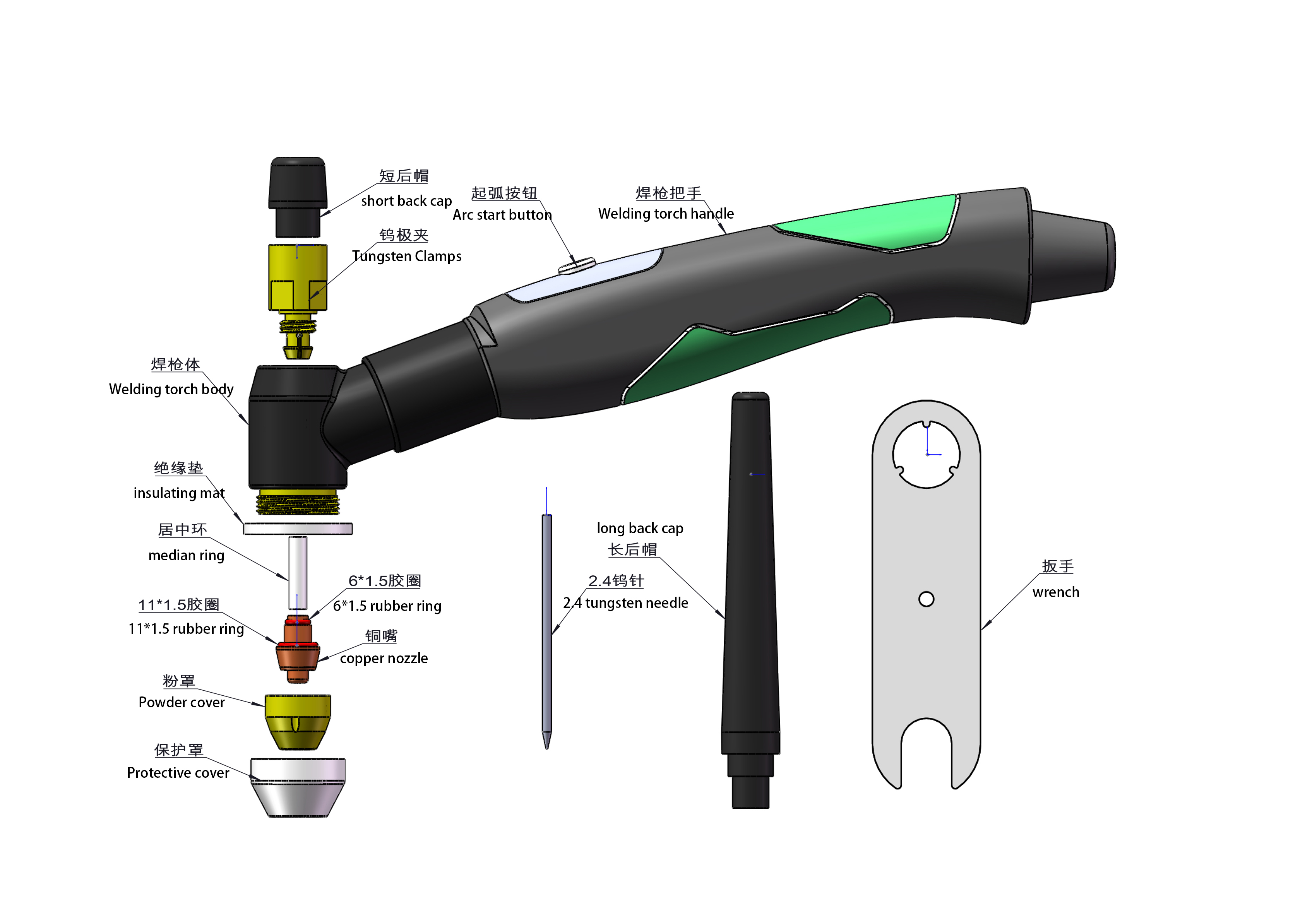
Catodo (elettrodo di tungsteno): il componente principale per la generazione dell'arco di plasma, solitamente realizzato in tungsteno, materiale resistente alle alte temperature e alla corrosione.
Anodo (ugello): guida l'arco di plasma e concentra la colonna d'arco, solitamente realizzato in rame per migliorare la dissipazione del calore.
Sistema di alimentazione della polvere: utilizzato per alimentare uniformemente l'arco al plasma con la polvere di lega, in modo che si fonda e si depositi sulla superficie del pezzo.
Canale del gas di protezione: l'argon o l'elio vengono solitamente utilizzati come gas plasma e gas di protezione per prevenire l'ossidazione nella zona di saldatura.
Sistema di raffreddamento: Il raffreddamento ad acqua viene utilizzato per garantire la stabilità della torcia di saldatura durante il funzionamento ad alta temperatura.
2. Principio di funzionamento
Fase di innesco dell'arco: un impulso ad alta frequenza e alta tensione genera un arco non trasferibile tra l'elettrodo di tungsteno e l'ugello (corrente bassa, innesco dell'arco stabile).
Formazione dell'arco al plasma: il gas plasma (come l'argon) passa attraverso l'ugello, viene ionizzato ad alta temperatura e trasformato in plasma ad alta energia, e attraverso l'ugello raggiunge la superficie del pezzo in lavorazione, formando l'arco di trasferimento (l'arco principale).
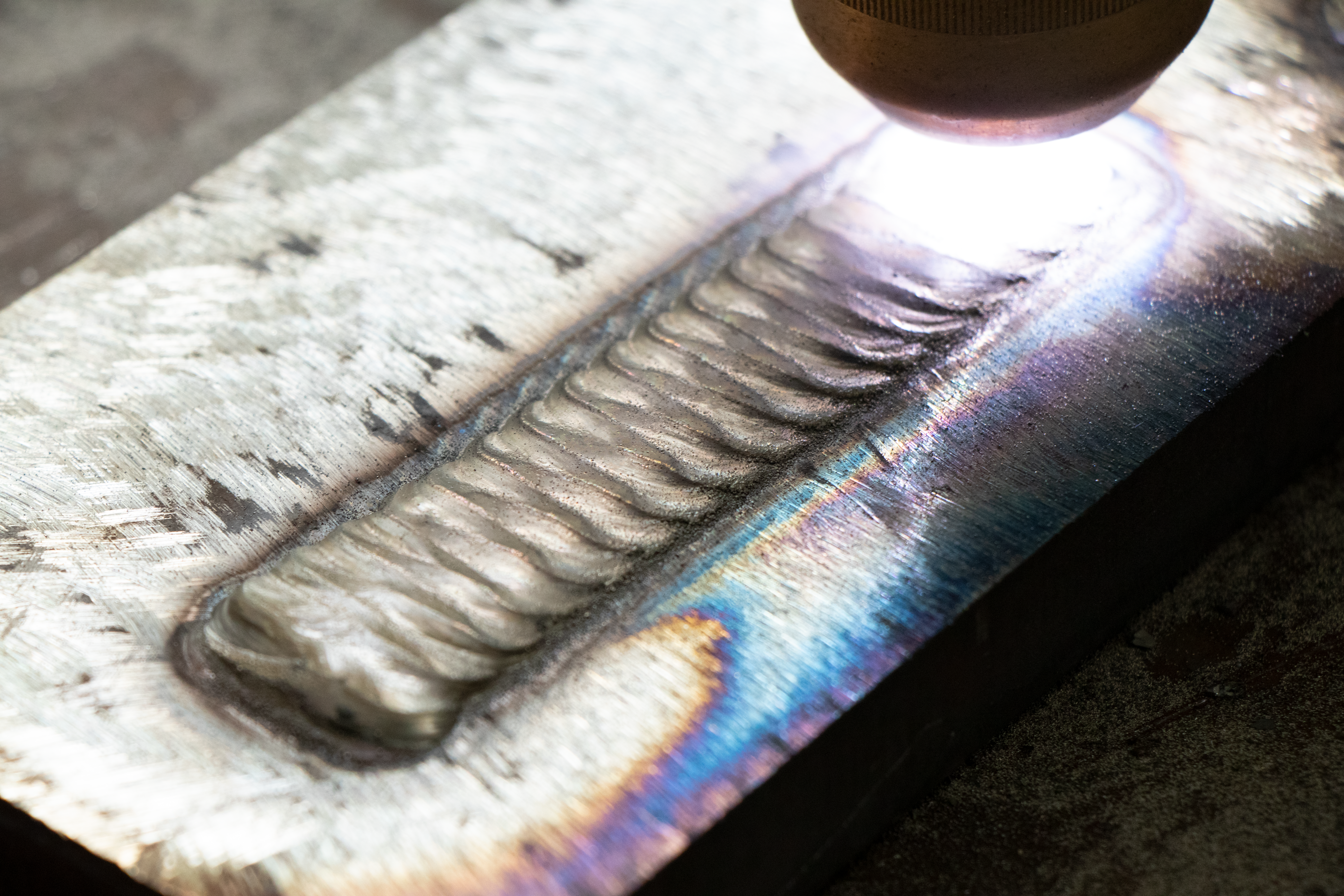
Alimentazione e fusione della polvere: la polvere di lega viene alimentata uniformemente nell'area dell'arco al plasma attraverso l'alimentatore di polvere, fusa istantaneamente e spruzzata sulla superficie del pezzo per formare un rivestimento denso.
Legame metallurgico: la polvere fusa viene legata metallurgicamente al materiale di base per formare uno strato di rivestimento ad alta resistenza e resistente all'usura.
3. Caratteristiche e vantaggi
Elevata densità di energia: colonne ad arco lunghe e sottili, alte temperature (fino a 20.000 °C), controllo preciso della profondità di fusione e dello spessore del rivestimento.
Zona termicamente alterata ridotta: riduce la deformazione del substrato e le sollecitazioni termiche, migliorando la stabilità dimensionale del pezzo.
Elevato tasso di utilizzo del materiale: il tasso di utilizzo del materiale in polvere è superiore al 90%, il che risulta economico.
Qualità del rivestimento eccellente: rivestimento denso, assenza di porosità, elevata resistenza di adesione metallurgica, eccellente resistenza all'abrasione e alla corrosione.
4. Materiali e applicazioni comunemente utilizzati
materiali in polvere di lega: polveri di leghe resistenti all'usura e alla corrosione a base di cobalto, nichel, ferro, carburo di tungsteno e altre.
Ambiti di applicazione tipici:
Settore petrolifero e del gas: Rivestimenti resistenti all'usura e alla corrosione per valvole, punte da trapano e corpi pompa.
Macchinari per l'ingegneria: alberi, rulli, ingranaggi, rinforzo e riparazione delle superfici degli stampi.
Industria metallurgica: rivestimento superficiale e riparazione di rulli, stampi, sedi valvole e altri componenti.
5. Precauzioni per l'uso
Protezione dell'elettrodo di tungsteno: previene l'ossidazione e il surriscaldamento, prolungando la durata dell'elettrodo.
Raffreddamento dell'ugello: mantenere un buon effetto di raffreddamento ad acqua per evitare danni da surriscaldamento dell'ugello.
Stabilità dell'alimentazione della polvere: garantire un'alimentazione uniforme della polvere per evitare spessori di rivestimento non uniformi o difetti di scoria.
Protezione di sicurezza: funzionamento ad alta temperatura e alta tensione, è necessario essere equipaggiati con maschere protettive, guanti e altri dispositivi di protezione individuale.
6. Confronto con altri metodi di saldatura
Nella saldatura ad arco plasma (PAW): la saldatura PTA è utilizzata principalmente per il rivestimento e il rinforzo delle superfici, mentre la PAW è utilizzata soprattutto per la saldatura a penetrazione.
Confronto con la saldatura laser: la saldatura PTA è più economica e applicabile a una gamma più ampia di materiali; tuttavia, la saldatura laser presenta una zona termicamente alterata più piccola e una maggiore precisione.
Con la spruzzatura al plasma: la saldatura PTA è un legame metallurgico, con elevata resistenza del rivestimento; la spruzzatura al plasma è un legame meccanico, adatto per rivestimenti a strato sottile.
Data di pubblicazione: 19 febbraio 2025