Существует множество различных методов сварки, каждый из которых обладает своими уникальными принципами, преимуществами и недостатками, а также областями применения. Ниже представлено подробное описание распространённых методов сварки, включая принципы, характеристики, преимущества и недостатки, области применения и сравнительный анализ с другими методами сварки.
1. Классификация методов сварки
Методы сварки можно условно разделить на следующие категории:
•Сварка расплавлением (например, дуговая сварка, лазерная сварка и т. д.): сплавление металлов путем нагревания их до расплавленного состояния.
•Сварка давлением (например, сварка трением, диффузионная сварка и т. д.): соединение металлов под действием давления, без плавления.
•Пайка (например, пайка мягким припоем, пайка твердым припоем): соединение деталей с использованием присадочных материалов с низкой температурой плавления.
2. Объяснение распространенных методов сварки
2.1 SMAW — дуговая сварка металлическим электродом в защитных газах

ПринципРучная дуговая сварка: дуга между электродом и основным металлом создаёт высокую температуру (около 4000°C), которая плавит электрод и основной материал, образуя сварной шов. Покрытие электрода выделяет защитный газ во время сварки, предотвращая окисление сварного шва.
Функции:
Сварка сварочным прутком (сердечник + флюсовое покрытие).
Подходит для сварки в различных положениях, например, для сварки стоя и сварки в упоре.
Может эксплуатироваться на открытом воздухе с низкими требованиями к окружающей среде.
Преимущества:
Простое оборудование, гибкая эксплуатация, подходит для полевых работ и технического обслуживания.
Может сваривать различные металлы, такие как углеродистая сталь, нержавеющая сталь, чугун и т. д.
Подходит для сварки деталей сложной формы.
Недостатки:
Низкая эффективность сварки, сварочный электрод приходится часто менять.
Качество сварки во многом зависит от техники сварщика, и при сварке легко возникают дефекты (пористость и шлак).
Сварка приводит к образованию большего количества дыма и пыли, что еще больше загрязняет окружающую среду.
Приложения:
Подходит для строительства, обслуживания, мостостроения, трубопроводов, судостроения и других отраслей.
Подходит для небольших проектов и полевых работ.
2.2 GMAW — дуговая сварка плавящимся электродом в среде защитного газа

Принцип:При сварке в среде защитного газа в качестве электрода используется непрерывно подаваемая проволока, которая создает дугу в среде защитного газа (например, аргона, углекислого газа), расплавляя проволоку и основной материал, образуя сварной шов.
Классификация:
Сварка MIG (металлический электрод в среде инертного газа): с использованием инертного газа (например, аргона), подходит для алюминиевых сплавов, нержавеющей стали и других материалов.
Сварка MAG (Metal Active Gas): использование активного газа (углекислого газа или газовой смеси), подходящей для сварки мягкой стали и конструкционной стали.
Функции:
Внедрение автоматической подачи проволоки для повышения эффективности сварки.
Гладкая поверхность сварного шва и стабильное качество сварки.
Чувствителен к окружающей среде (ветер, влажность), не подходит для наружного строительства.
Преимущества:
Высокая скорость сварки, подходит для массового производства.
Может использоваться для сварки тонких пластин, небольших деформаций.
Легко реализовать автоматизированную сварку, например, роботизированную сварку.
Недостатки:
Более высокая стоимость оборудования, необходима система газоснабжения.
Нельзя использовать в условиях сильного ветра, так как в противном случае защитный газ сдувается, что влияет на качество сварки.
Подходит для чистых металлических поверхностей, не подходит для деталей с сильной ржавчиной или масляными пятнами.
Приложения:
Автомобилестроение, судостроение, мостостроение, производство бытовой техники и т. д.
Подходит для высокоэффективного и высококачественного промышленного производства.

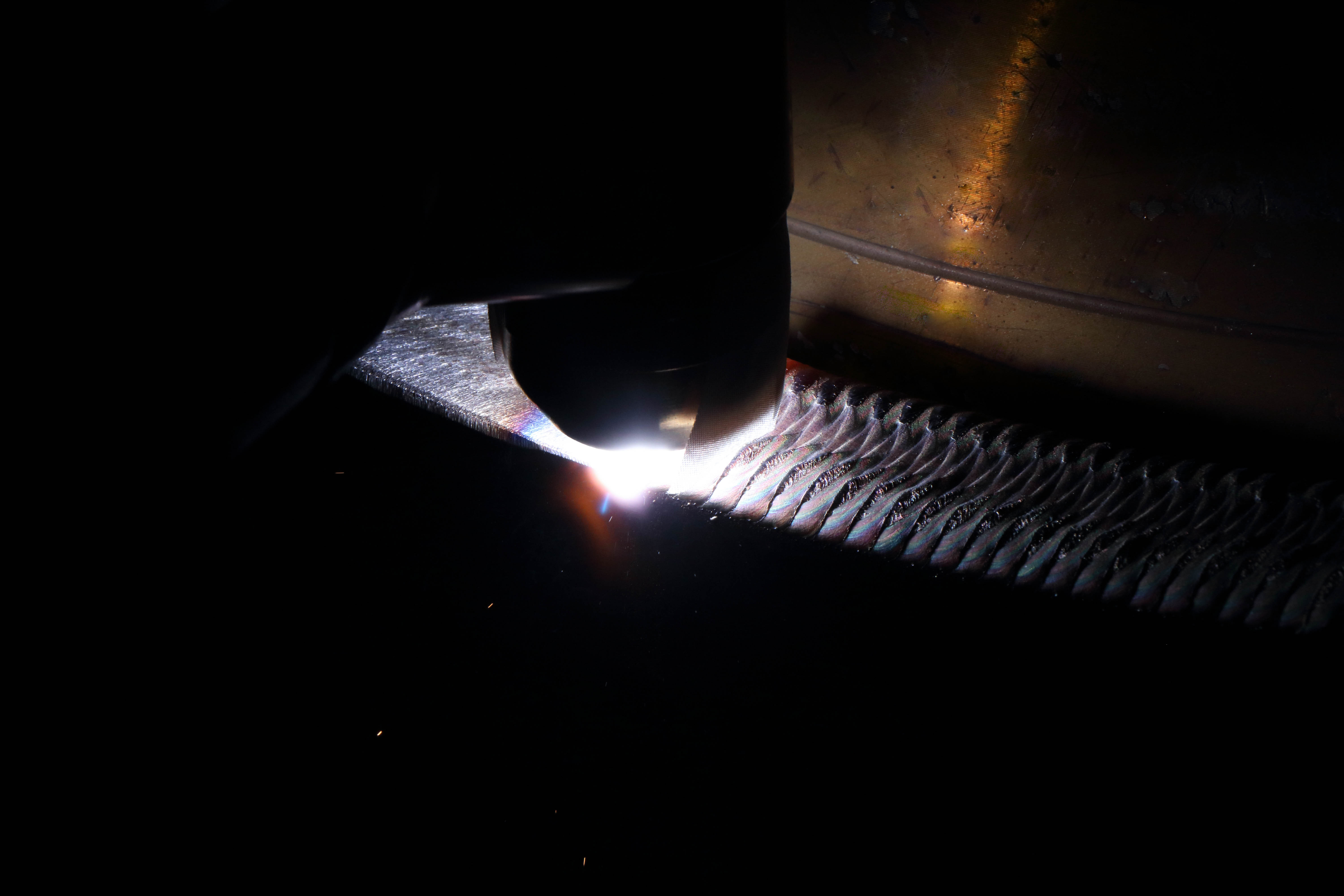
Принцип: При сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги, которая плавит основной металл и присадочный металл под защитой аргона, образуя сварной шов.
Функции:
Высокое качество сварки, ровный и красивый шов.
Подходит для высокоточной сварки, например, в аэрокосмической промышленности, медицинском оборудовании.
Подходит для сварки тонких листов и цветных металлов (алюминия, меди, титана).
Преимущества:
Сварной шов без брызг, высокого качества, подходит для прецизионной сварки.
Подходит для сварки разнородных металлов.
Защитный газ (аргон) эффективно предотвращает окисление сварного шва.
Недостатки:
Низкая скорость сварки, низкая эффективность.
Дорогое оборудование, высокие требования к квалификации сварщиков.
Подвержен воздействию ветра, не подходит для сварки на открытом воздухе.
Приложения:
Аэрокосмическая, электронная, медицинская, прецизионная промышленность.
Сварка труб из нержавеющей стали, деталей конструкций из алюминиевого сплава
2.4 SAW — дуговая сварка под флюсом

Принцип:При сварке под флюсом дуга покрывается флюсом, который плавится при высоких температурах, образуя защитный слой, предохраняющий сварной шов от попадания воздуха.
Функции:
Подходит для сварки толстых листов, например, при производстве мостов и котлов.
Может использоваться только для сварки в горизонтальном положении, не применяется для сварки в вертикальном положении, в положении под углом и в других положениях.
Преимущества:
Высокая скорость сварки, высокая эффективность, подходит для массового производства.
Высокое качество сварки, флюс предотвращает появление дефектов сварки (пористость, трещины).
Отсутствие воздействия дуги, меньше сварочных дымов, улучшенные условия труда.
Недостатки:
Может использоваться только для сварки по прямой, не применимо для сварки деталей сложной формы.
Более крупное оборудование не подходит для сварки мелких деталей.
Приложения:
Сварка толстых листов, труб, мостов, сосудов под давлением.
Принцип:Сварка с использованием высокотемпературной плазменной дуги для расплавления металла.
Преимущества:
Концентрированная энергия, небольшие сварочные деформации.
Подходит для точной сварки, например, тонкостенных материалов.
Недостатки:
Высокая стоимость оборудования, сложное обслуживание.
Высокие требования к эксплуатационным навыкам.
Приложения:аэрокосмическая, медицинское оборудование, электронная промышленность.

Принцип: Использование лазерного луча высокой плотности для плавления металла при сварке, узкий сварной шов, небольшая зона термического влияния.
Преимущества:
Высокая точность, подходит для сварки мелких деталей.
Небольшая зона термического влияния, небольшая деформация.
Недостатки:
Дорогое оборудование, высокие затраты на обслуживание.
Требует высокой точности сборки, малого сварного зазора.
Приложения:электроника, автомобилестроение, медицинские приборы, оптическое оборудование.
2.7 ЭЛС – электронно-лучевая сварка
Принцип:Расплавляет сварочный материал с помощью высокоэнергетического электронного луча в вакуумной среде.
Преимущества:
Можно сваривать тугоплавкие материалы (титан, вольфрам, цирконий).
Большая глубина сварки, подходит для сварки толстых листов.
Недостатки:
Необходимо выполнять в вакуумной среде, использовать дорогостоящее оборудование.
Приложения: аэрокосмическая промышленность, атомная энергетика, точное приборостроение.
2.8 FW - Сварка трением
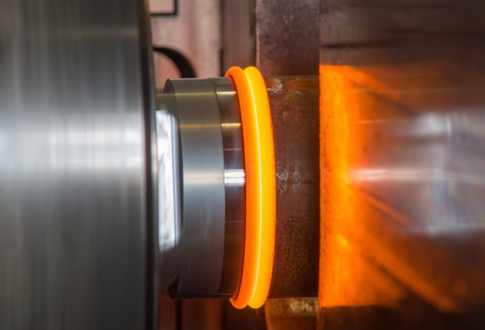
Принцип:При сварке трением две заготовки вращаются с высокой скоростью и соприкасаются друг с другом, в результате чего выделяется тепло трения, которое размягчает контактные поверхности и оказывает давление для образования прочного соединения.
Характеристики
Отсутствие плавления, сварка в твердом состоянии, избежание дефектов сварки плавлением (таких как пористость, трещины).
Подходит для сварки разнородных металлов, таких как алюминий-медь, нержавеющая сталь-углеродистая сталь и т. д.
Высокая скорость сварки, обычно несколько секунд.
Преимущества
Высокое качество сварки, не требуется присадочный материал
Подходит для автоматизированного производства с высокой повторяемостью.
Низкая сварочная деформация, отличные механические свойства.
Недостатки
Подходит для деталей круглой или правильной формы, например, деталей вала.
Более высокие затраты на оборудование.
Приложения
Автомобильные приводные валы, буровые инструменты, детали космических аппаратов и т. д.
Железнодорожный транспорт, авиационное двигателестроение.
Время публикации: 14 марта 2025 г.