Birçok farklı kaynak yöntemi vardır ve her birinin kendine özgü prensipleri, avantajları, dezavantajları ve uygulama alanları bulunur. Aşağıda, yaygın kaynak yöntemlerinin prensipleri, özellikleri, avantajları, dezavantajları, uygulama alanları ve diğer kaynak yöntemleriyle karşılaştırmalı analizleri de dahil olmak üzere ayrıntılı bir açıklaması yer almaktadır.
1. Kaynak yöntemlerinin sınıflandırılması
Kaynak yöntemleri kabaca aşağıdaki kategorilere ayrılabilir:
•Eritme kaynağı (örneğin, ark kaynağı, lazer kaynağı vb.): Metallerin eritme noktasına kadar ısıtılmasıyla birleştirilmesi.
•Basınç kaynağı (örneğin, sürtünme kaynağı, difüzyon kaynağı vb.): Metallerin eritilmeden, basınç etkisiyle birleştirilmesi.
•Lehimleme (örneğin yumuşak lehimleme, sert lehimleme): düşük erime noktasına sahip dolgu malzemeleri kullanılarak iş parçalarının birleştirilmesi.
2. Yaygın Kaynak Yöntemleri Açıklaması
2.1 SMAW - Korumalı Metal Ark Kaynağı

PrensipManuel ark kaynağı, elektrot ile ana malzeme arasında bir ark oluşturarak yüksek sıcaklıklar (yaklaşık 4000°C) üretir; bu sıcaklıklar elektrotu ve ana malzemeyi eriterek kaynak oluşturur. Elektrot kaplaması, kaynak işlemi sırasında kaynağın oksitlenmesini önlemek için koruyucu gaz üretir.
Özellikler:
Kaynak teli (öz + akı kaplaması) ile kaynak yapma.
Ayakta kaynak ve destekli kaynak gibi farklı pozisyonlarda kaynak yapmaya uygundur.
Düşük çevresel gereksinimlerle dış mekanlarda çalıştırılabilir.
Avantajlar:
Basit ekipman, esnek kullanım, saha veya bakım işlerine uygun.
Karbon çeliği, paslanmaz çelik, dökme demir gibi çeşitli metalleri kaynak yapabilir.
Karmaşık şekilli iş parçalarının kaynaklanması için uygundur.
Dezavantajları:
Kaynak verimliliği düşük, kaynak teli sık sık değiştirilmeli.
Kaynak kalitesi, kaynakçının tekniğinden büyük ölçüde etkilenir ve kaynak hataları (gözeneklilik ve cüruf gibi) kolayca oluşabilir.
Kaynak işlemi daha fazla duman ve toz üretir, bu da çevre için daha fazla kirliliğe yol açar.
Uygulamalar:
İnşaat, bakım, köprü, boru hattı, gemi yapımı ve diğer sektörler için uygundur.
Küçük ölçekli projeler ve saha operasyonları için uygundur.
2.2 GMAW - Gaz Metal Ark Kaynağı

Prensip:Gaz korumalı kaynak yönteminde, elektrot olarak sürekli beslenen bir tel kullanılır ve koruyucu bir gaz (argon, karbondioksit gibi) ortamında ark oluşturulur; bu ark, teli ve ana malzemeyi eriterek kaynak oluşturur.
Sınıflandırma:
MIG (Metal İnert Gaz) Kaynağı: inert gaz (örneğin argon) kullanılarak yapılan kaynak yöntemidir; alüminyum alaşımları, paslanmaz çelik ve diğer malzemeler için uygundur.
MAG (Metal Aktif Gaz) kaynağı: Aktif gaz (karbondioksit veya karışık gaz) kullanımı, yumuşak çelik ve yapısal çelik kaynaklarında uygundur.
Özellikler:
Kaynak verimliliğini artırmak için otomatik tel besleme sistemi benimsenmiştir.
Pürüzsüz kaynak yüzeyi ve istikrarlı kaynak kalitesi.
Çevre koşullarına (rüzgar, nem) duyarlıdır, dış mekan yapımına uygun değildir.
Avantajlar:
Yüksek kaynak hızı, seri üretime uygun.
İnce levha kaynaklama ve küçük deformasyonlar için kullanılabilir.
Robot kaynağı gibi otomatik kaynak işlemlerini gerçekleştirmek kolaydır.
Dezavantajları:
Daha yüksek ekipman maliyeti, doğalgaz tedarik sistemine ihtiyaç duyulması.
Şiddetli rüzgarın olduğu ortamlarda kullanılamaz, aksi takdirde koruyucu gaz dağılır ve kaynak kalitesini etkiler.
Temiz metal yüzeyler için uygundur, ancak ciddi pas veya yağ lekesi olan iş parçaları için uygun değildir.
Uygulamalar:
Otomobil üretimi, gemiler, köprüler, ev aletleri endüstrisi vb.
Yüksek verimlilik ve yüksek kalite gerektiren endüstriyel üretim için uygundur.

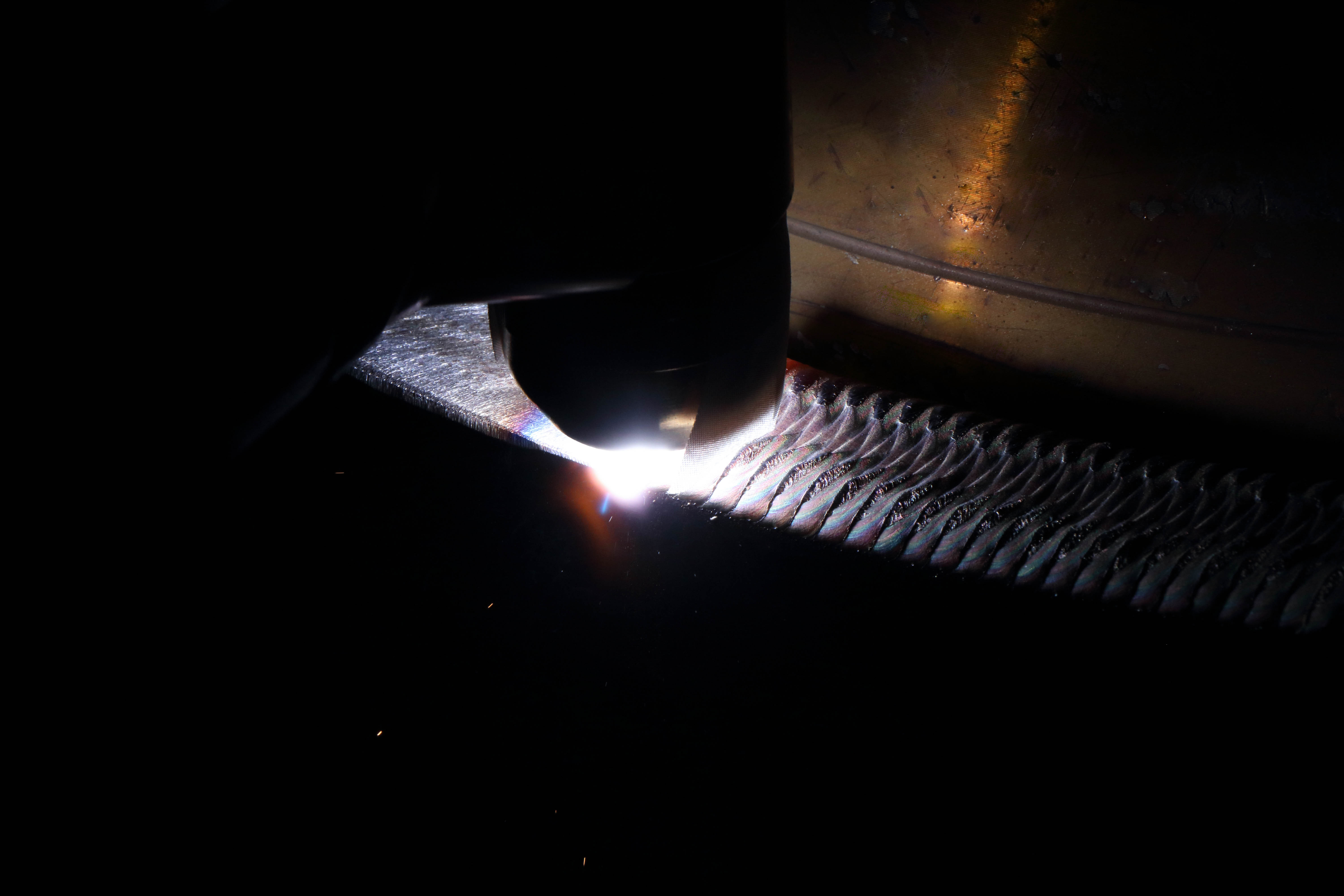
PrensipTIG kaynak yöntemi, erimeyen tungsten elektrot kullanarak bir ark oluşturur; bu ark, argon koruması altında ana metali ve dolgu metalini eriterek kaynak dikişi meydana getirir.
Özellikler:
Yüksek kaynak kalitesi, pürüzsüz ve güzel kaynak.
Havacılık ve tıbbi ekipman gibi yüksek hassasiyetli kaynak işlemleri için uygundur.
İnce levha ve demir dışı metallerin (alüminyum, bakır, titanyum) kaynaklanması için uygundur.
Avantajlar:
Sıçrama yapmayan kaynak dikişi, yüksek kalite, hassas kaynak için uygundur.
Farklı metallerin kaynaklanması için uygundur.
Koruyucu gaz (argon), kaynağın oksidasyonunu etkili bir şekilde önler.
Dezavantajları:
Kaynak hızı düşük, verimlilik az.
Pahalı ekipman, kaynakçılar için yüksek beceri gereksinimleri.
Rüzgardan etkilenir, dış mekan kaynak işleri için uygun değildir.
Uygulamalar:
Havacılık ve uzay, elektronik, tıp, hassas imalat endüstrileri.
Paslanmaz çelik boru, alüminyum alaşımlı yapısal parçaların kaynaklanması
2.4 SAW - Tozaltı Ark Kaynağı

Prensip:Tozaltı ark kaynağında, arkı örten bir akı maddesi kullanılır; bu madde yüksek sıcaklıklarda eriyerek kaynağı havadan koruyan bir tabaka oluşturur.
Özellikler:
Köprüler, kazan imalatı gibi kalın levha kaynak işleri için uygundur.
Sadece yatay kaynak için kullanılabilir, dikey kaynak, yükselti kaynağı ve diğer pozisyonlar için uygun değildir.
Avantajlar:
Hızlı kaynak hızı, yüksek verimlilik, seri üretime uygun.
Yüksek kaynak kalitesi, kaynak kusurlarını (gözeneklilik, çatlaklar) önler.
Ark maruziyeti yok, daha az kaynak dumanı, daha iyi çalışma ortamı.
Dezavantajları:
Sadece düz hat kaynak işlemlerinde kullanılabilir, karmaşık şekilli kaynak işlemlerine uygun değildir.
Daha büyük boyutlu ekipman, küçük parçaların kaynaklanması için uygun değildir.
Uygulamalar:
Kalın levha, boru, köprü, basınçlı kap kaynak işleri.
Prensip:Yüksek sıcaklıkta plazma arkı kullanarak metali eritme yöntemiyle kaynak yapma.
Avantajlar:
Yoğunlaştırılmış enerji, düşük kaynak deformasyonu.
İnce cidarlı malzemeler gibi hassas kaynak işlemleri için uygundur.
Dezavantajları:
Ekipmanların yüksek maliyeti, karmaşık bakımı.
Yüksek işletme becerisi gereksinimleri.
Uygulamalar:Havacılık ve uzay sanayi, tıbbi ekipman, elektronik sanayi.

PrensipYüksek enerji yoğunluklu lazer ışını kullanarak metali eritip kaynak yapmak, dar kaynak dikişi ve küçük ısıdan etkilenen bölge elde etmek.
Avantajlar:
Yüksek hassasiyetli, küçük parçaların kaynaklanması için uygundur.
Isıdan etkilenen bölge küçük, deformasyon az.
Dezavantajları:
Pahalı ekipman, yüksek bakım maliyetleri.
Yüksek hassasiyetli montaj ve küçük kaynak boşluğu gerektirir.
Uygulamalar:Elektronik, otomotiv, tıbbi cihazlar, optik ekipman.
2.7 EBW - Elektron Işın Kaynağı
Prensip:Vakum ortamında yüksek enerjili elektron ışını kullanarak kaynak malzemesini eritir.
Avantajlar:
Yüksek erime noktasına sahip malzemeler (titanyum, tungsten, zirkonyum) kaynaklanabilir.
Geniş kaynak derinliği, kalın levhaların kaynaklanması için uygundur.
Dezavantajları:
Vakum ortamında gerçekleştirilmesi gerekiyor, pahalı ekipman gerektiriyor.
UygulamalarHavacılık ve uzay sanayi, nükleer enerji, hassas alet imalatı.
2.8 FW - Sürtünme Kaynağı
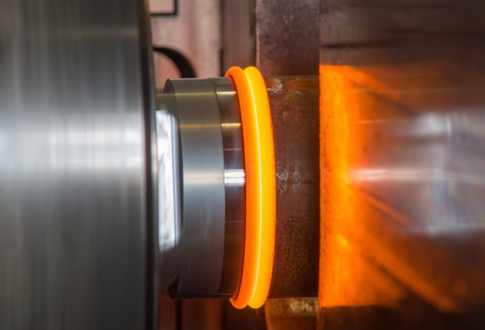
Prensip:Sürtünme kaynağı, yüksek hızda dönen ve birbirine temas eden iki iş parçasını kullanarak sürtünme ısısı üretir, temas yüzeylerini yumuşatır ve güçlü bir bağlantı oluşturmak için basınç uygular.
Özellikler
Erime yok, katı hal kaynağı, kaynaşma kaynağının kusurlarını (gözeneklilik, çatlaklar gibi) önler.
Alüminyum-bakır, paslanmaz çelik-karbon çelik gibi farklı metallerin kaynaklanması için uygundur.
Hızlı kaynak hızı, genellikle birkaç saniye içinde.
Avantajlar
Yüksek kaynak kalitesi, dolgu malzemesi gerektirmez.
Yüksek tekrarlanabilirlik özelliğine sahip otomatik üretim için uygundur.
Düşük kaynak deformasyonu, mükemmel mekanik özellikler.
Dezavantajlar
Mil parçaları gibi yuvarlak veya düzenli şekilli iş parçaları için uygundur.
Daha yüksek ekipman maliyetleri.
Uygulamalar
Otomobil tahrik milleri, sondaj aletleri, uzay aracı parçaları vb.
Demiryolu taşımacılığı, havacılık motoru üretimi.
Yayın tarihi: 14 Mart 2025