溶接方法には様々な種類があり、それぞれに独自の原理、利点と欠点、そして適用分野があります。以下では、一般的な溶接方法について、原理、特徴、利点と欠点、適用分野、そして他の溶接方法との比較分析を含めて詳細に説明します。
1. 溶接方法の分類
溶接方法は、おおまかに以下のカテゴリーに分類できます。
•溶融溶接(例:アーク溶接、レーザー溶接など):金属を溶融状態まで加熱して融合させる方法。
•圧力溶接(摩擦溶接、拡散溶接など):溶融させることなく、圧力の作用によって金属を接合する方法。
•ろう付け(例:軟ろう付け、硬ろう付け):融点の低い充填材を用いてワークピースを接合する方法。
2.一般的な溶接方法の説明
2.1 SMAW - 被覆アーク溶接

原理手動アーク溶接は、電極と母材の間にアークを発生させ、約4000℃の高温を作り出して電極と母材を溶融させ、溶接部を形成する溶接方法です。電極被覆材は溶接中に保護ガスを発生させ、溶接部の酸化を防ぎます。
特徴:
溶接棒(芯材+フラックス被覆)を用いた溶接。
立溶接や裏溶接など、様々な姿勢での溶接に適しています。
環境要件が低く、屋外での運用が可能です。
利点:
シンプルな装置、柔軟な操作性で、現場作業やメンテナンス作業に適しています。
炭素鋼、ステンレス鋼、鋳鉄など、様々な金属を溶接できます。
複雑な形状のワークピースの溶接に適しています。
デメリット:
溶接効率が低く、溶接棒を頻繁に交換する必要がある。
溶接の品質は溶接工の技術に大きく左右され、気孔やスラグなどの溶接欠陥が発生しやすい。
溶接作業はより多くの煙や粉塵を発生させるため、環境汚染の度合いが大きい。
アプリケーション:
建設、保守、橋梁、パイプライン、造船などの産業に適しています。
小規模プロジェクトや現場作業に適しています。
2.2 GMAW - ガス金属アーク溶接

原理:ガスシールド溶接では、電極として連続的に供給されるワイヤを使用し、保護ガス(アルゴン、二酸化炭素など)の環境下でアークを発生させ、ワイヤと母材を溶融させて溶接部を形成する。
分類:
MIG(金属不活性ガス)溶接:アルゴンなどの不活性ガスを使用し、アルミニウム合金、ステンレス鋼などの材料に適しています。
MAG(金属活性ガス)溶接:活性ガス(二酸化炭素または混合ガス)を使用する溶接方法で、軟鋼や構造用鋼の溶接に適しています。
特徴:
溶接効率を向上させるため、自動ワイヤ送給方式を採用する。
滑らかな溶接面と安定した溶接品質。
環境(風、湿度)に敏感で、屋外での建築には適していません。
利点:
溶接速度が速く、量産に適しています。
薄板溶接や小変形に使用できます。
ロボット溶接など、自動溶接を容易に実現できる。
デメリット:
設備コストが高く、ガス供給システムが必要となる。
強風環境では使用しないでください。保護ガスが吹き飛ばされ、溶接品質に影響が出ます。
きれいな金属表面に適していますが、ひどい錆や油汚れのあるワークピースには適していません。
アプリケーション:
自動車製造、船舶、橋梁、家電産業など
高効率・高品質の工業生産に適しています。

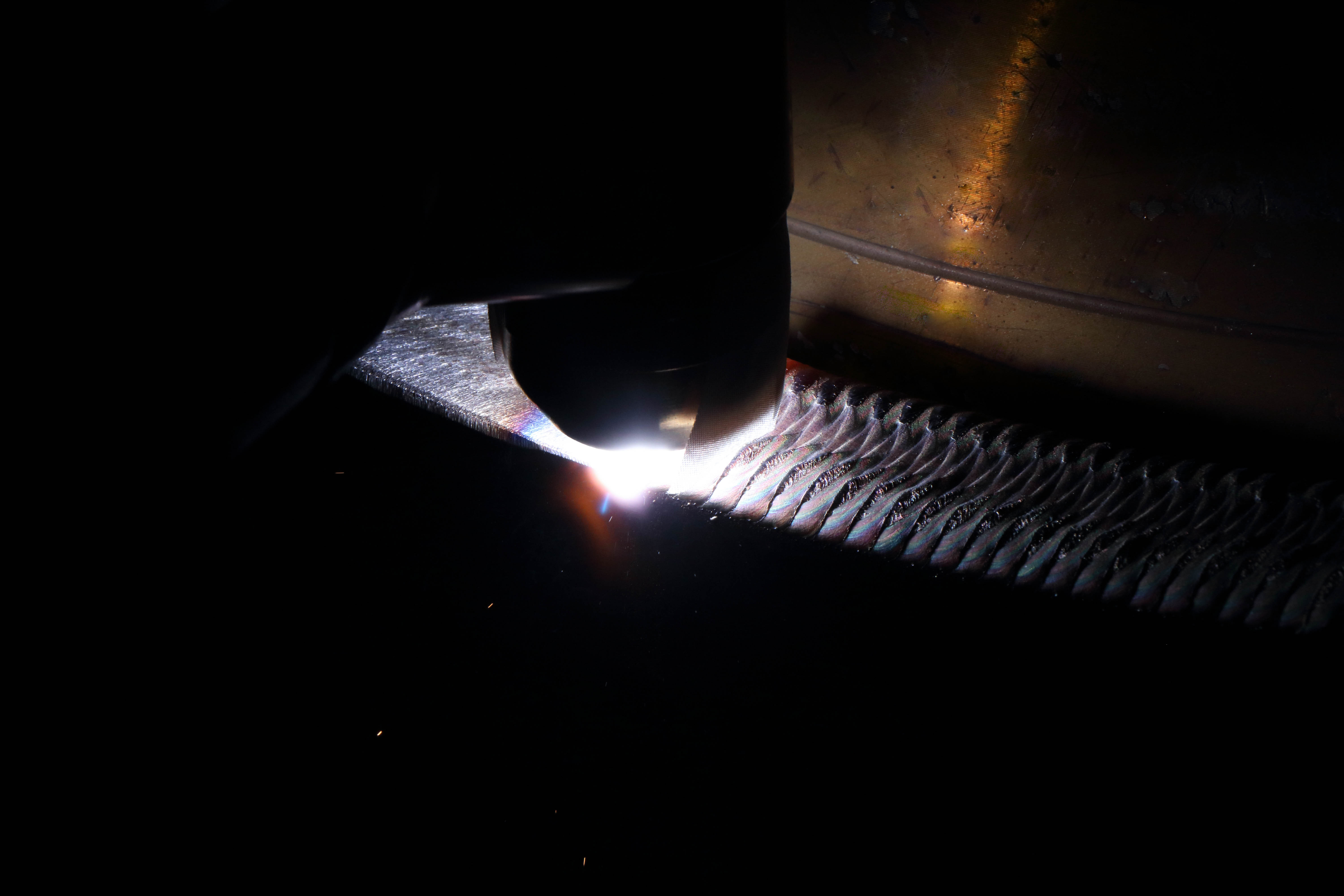
原理TIG溶接は、非溶融性のタングステン電極を用いてアークを発生させ、アルゴン雰囲気下で母材と溶加材を溶融させて溶接部を形成する溶接方法です。
特徴:
溶接品質が高く、滑らかで美しい溶接部です。
航空宇宙、医療機器などの高精度溶接に適しています。
薄板および非鉄金属(アルミニウム、銅、チタン)の溶接に適しています。
利点:
溶接痕にスパッタがなく、高品質で、精密溶接に適しています。
異種金属溶接に適しています。
保護ガス(アルゴン)は溶接部の酸化を効果的に防ぎます。
デメリット:
溶接速度が遅く、効率が低い。
高価な設備が必要で、溶接工には高度な技術が求められる。
風の影響を受けやすく、屋外での溶接には適していません。
アプリケーション:
航空宇宙、エレクトロニクス、医療、精密製造業。
ステンレス鋼管、アルミニウム合金構造部品の溶接
2.4 SAW - サブマージアーク溶接

原理:サブマージアーク溶接では、アークを覆うためにフラックスを使用します。フラックスは高温で溶融し、溶接部から空気を遮断する保護層を形成します。
特徴:
橋梁やボイラー製造など、厚板溶接に適しています。
水平溶接にのみ使用可能で、垂直溶接、仰角溶接、その他の姿勢での溶接には適用できません。
利点:
溶接速度が速く、効率が高く、量産に適しています。
溶接品質が高く、フラックスが溶接欠陥(気孔、亀裂)を防ぎます。
アーク放電への曝露がなく、溶接ヒュームが少なく、作業環境が改善されます。
デメリット:
直線溶接にのみ使用可能で、複雑な形状の溶接には適用できません。
大型の装置であり、小型部品の溶接には適していません。
アプリケーション:
厚板、パイプ、橋梁、圧力容器の溶接。
原理:高温プラズマアークを用いて金属を溶融させる溶接。
利点:
エネルギー集中により、溶接歪みが小さくなる。
薄肉材料などの精密溶接に適しています。
デメリット:
設備費用が高額で、メンテナンスも複雑。
高度な操作スキルが求められる。
アプリケーション:航空宇宙産業、医療機器産業、電子機器産業。

原理高エネルギー密度のレーザービームを用いて金属を溶融させ溶接することで、溶接部が狭く、熱影響部が小さくなる。
利点:
高精度で、微小部品の溶接に適しています。
熱影響部が小さく、変形も小さい。
デメリット:
高価な設備、高額な維持費。
高精度な組み立てと、小さな溶接ギャップが求められる。
アプリケーション:電子機器、自動車、医療機器、光学機器。
2.7 EBW - 電子ビーム溶接
原理:真空環境下で高エネルギー電子ビームを用いて溶接材料を溶融させる。
利点:
高融点材料(チタン、タングステン、ジルコニウム)は溶接することができる。
溶接深さが深く、厚板の溶接に適しています。
デメリット:
真空環境下での実施が必要であり、高価な装置が必要となる。
アプリケーション航空宇宙、原子力エネルギー、精密機器製造。
2.8 FW - 摩擦溶接
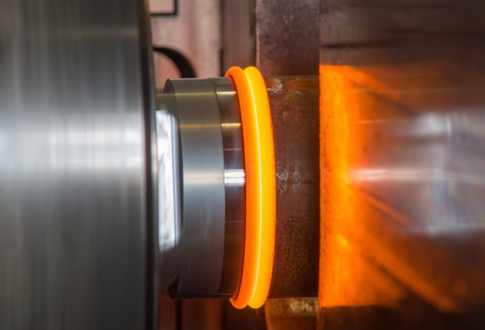
原理:摩擦溶接は、2つのワークピースを高速で回転させながら接触させることで摩擦熱を発生させ、接触面を軟化させ、圧力を加えることで強固な接合を形成する。
特徴
溶融を伴わない固相溶接により、溶融溶接の欠陥(気孔、亀裂など)を回避します。
アルミニウムと銅、ステンレス鋼と炭素鋼など、異種金属の溶接に適しています。
溶接速度が速く、通常は数秒で完了します。
利点
高い溶接品質、溶加材不要
高い再現性が求められる自動生産に適しています。
溶接時の歪みが少なく、優れた機械的特性を備えています。
デメリット
シャフト部品など、円形または規則的な形状のワークピースに適しています。
設備費の上昇。
アプリケーション
自動車のドライブシャフト、掘削工具、宇宙船部品など。
鉄道輸送、航空機エンジン製造。
投稿日時:2025年3月14日