Автоматизированное оборудование для лазерной наплавки и сваркиЭто тип промышленного оборудования, использующего высокоэнергетический лазерный луч для расплавления и нанесения покрытия, такого как порошок сплава или проволока, на поверхность металлической подложки. Эта технология улучшает поверхностные свойства заготовки, такие как износостойкость, коррозионная стойкость и термостойкость, одновременно снижая затраты и продлевая срок службы компонентов. Автоматизированная система обеспечивает высокую точность и эффективность работы и подходит для массового производства и ремонта сложных деталей.
I. Принцип работы
1. Фокусировка лазерного луча:Высокоэнергетический лазерный луч фокусируется на поверхности заготовки с помощью оптической системы.
2. Плавление материала:Сплавленный материал (порошок или проволока) подается в ванну для лазерного плавления через систему подачи порошка или проволоки.
3. Формирование водоема:Лазер расплавляет поверхность подложки, образуя расплавленную ванну, в которой материал покрытия сплавляется с подложкой.
4. Быстрое охлаждение:Слой сплавления быстро охлаждается и затвердевает, образуя металлургически связанный с основным материалом слой сплавления.
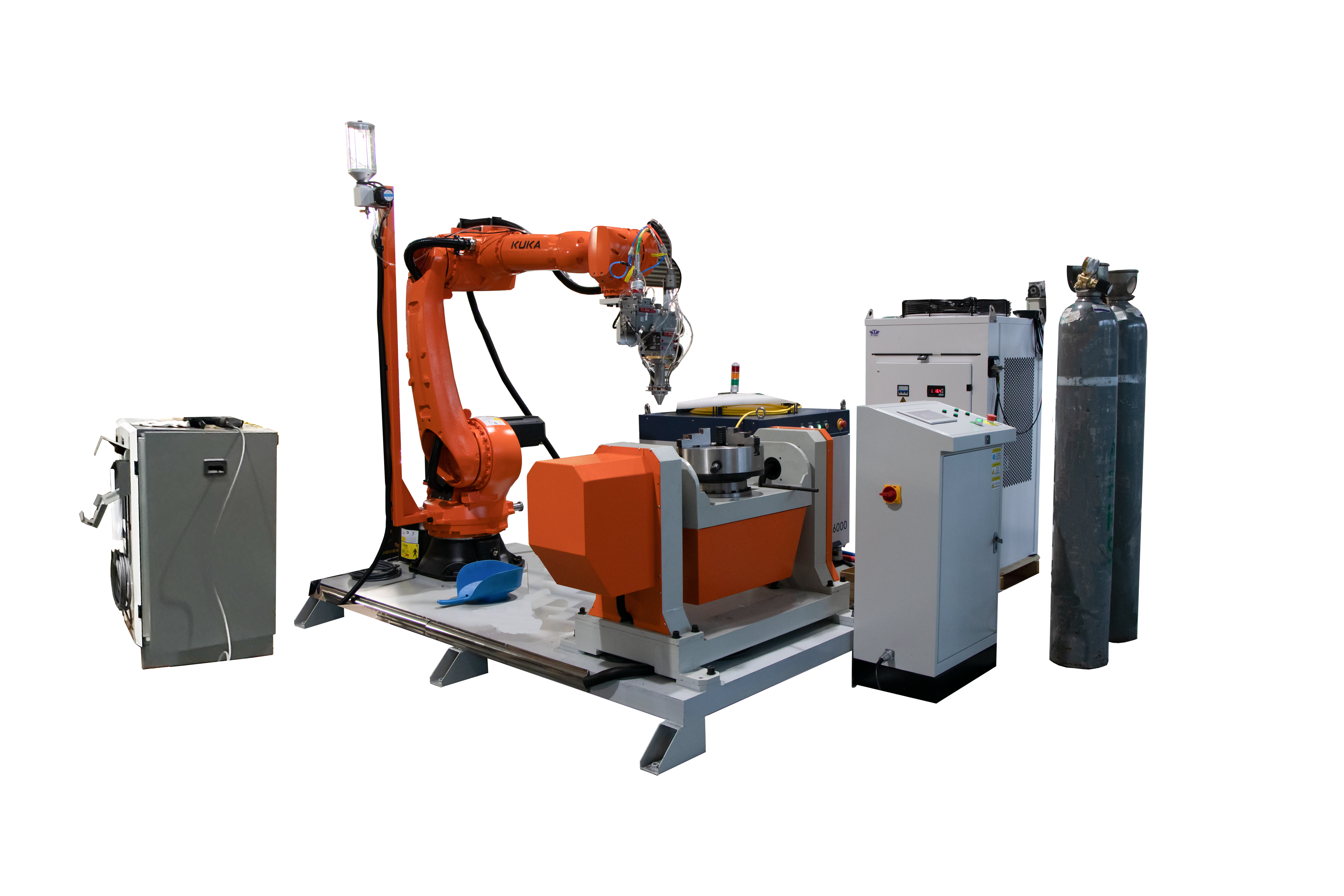
II. Состав оборудования
1. Лазерная система
- Тип лазера:волоконный лазер, CO₂ лазер, полупроводниковый лазер.
- Диапазон мощности: обычно в пределах500 Вти10 кВтв зависимости от требований процесса.

2. Система подачи порошка/проволоки
-Податчик порошкаТочный контроль подачи облицовочного материала для обеспечения однородности облицовочного слоя.
- Устройство подачи проволоки: подходит для более толстых слоев облицовки.

3. Система управления движением с ЧПУ
- 3-осевая/5-осевая платформа ЧПУ: управление перемещением лазерной головки или заготовки для выполнения наплавки сложных форм.
- Роботизированная система: подходит для многоугловой обработки сложных заготовок.

4. Системы охлаждения
- Охлаждение лазера: Обычно используется система водяного охлаждения для обеспечения стабильной работы лазера.
- Охлаждение заготовки: для предотвращения деформации или ухудшения характеристик из-за перегрева.

5. Система автоматического управления
- Программная система:САПР/CAMпрограммирование для поддержки автоматизированного производства.
- Система мониторинга: отслеживание в реальном времени температуры, мощности лазера и состояния расплавленной ванны в процессе плавления.
III. Особенности и преимущества процесса
1. Высокая точность и эффективность
- Точное управление лазерным лучом, а толщина плакирующего слоя может контролироваться в заданном диапазоне.0,1-5 мм.
— Автоматизированная система управления обеспечивает стабильность и эффективность процесса.
2. Высокая совместимость материалов.
- Поддерживает различные облицовочные материалы:на основе железа, на основе никеля, сплавы на основе кобальтаикомпозитные материалы.
- Это позволяет создавать композитные покрытия из различных материалов и повышать эксплуатационные характеристики.
3. Небольшая зона термического воздействия
- Лазерная наплавка с локальным нагревом, малой деформацией подложки, подходит для обработки прецизионных деталей.
4. Металлургическая связь
- Металлургическая связь между облицовочным слоем и основным материалом, высокая прочность сцепления, предотвращение расслоения или отслаивания.
5. Ремонт и укрепление
- Подходит для ремонта изношенных или поврежденных дорогостоящих деталей, таких как пресс-формы, подшипники, детали двигателя и т. д.
IV. Области применения
•Изготовление и ремонт пресс-форм
•Аэрокосмическая отрасль
•автомобильная промышленность
•Нефтехимическая промышленность
•Тяжелая техника
V. Ключевые моменты при выборе оборудования
1. Требования к мощности лазера
- Тонкопленочное покрытие:500 Вт-2 кВт
- Сварка толстых слоев:3 кВт-10 кВт
2. Точность обработки
- Если требуется высокая точность, выбирайте оборудование, оснащенное системой управления с обратной связью.
3. Тип плавящегося материала
— В зависимости от материала заготовки и условий эксплуатации выберите подходящую систему подачи порошка или проволоки.
4. Рабочее пространство и гибкость
- Обеспечьте соответствие диапазона движений стола оборудования или роботизированной руки производственным требованиям.
VI. Тенденции будущего развития
1. Интеллектуальное управление
- Интеграция искусственного интеллекта и машинного обучения для оптимизации параметров процесса нанесения покрытия и повышения качества обработки.
2. Технология композитной облицовки
- Разработка многослойных композитных облицовочных материалов для удовлетворения требований к более высоким эксплуатационным характеристикам.
3. Защита окружающей среды и энергосбережение
- Разработать более эффективную и энергоэффективную систему лазерной наплавки для снижения потребления ресурсов.
Автоматизированное оборудование для лазерной наплавки и сваркиЭто важный технический инструмент в современной обрабатывающей промышленности, широко используемый в различных высокотехнологичных областях производства и ремонта благодаря своей высокой точности, автоматизации и совместимости с материалами.
Дата публикации: 02.12.2024