В горнодобывающей промышленности и при прокладке тоннелей режущие крюки являются одними из наиболее подверженных износу компонентов. Из-за длительного воздействия суровых условий, включающих сильные удары, высокое трение и сильную коррозию, традиционные режущие крюки часто быстро изнашиваются, имеют короткий срок службы и требуют частой замены, что приводит к постоянно высоким затратам на техническое обслуживание и простои.Применение технологии PTA-PST предлагает новое решение для упрочнения поверхности режущих инструментов.

Что такое технология PTA-PST?
Технология плазменно-дугового разряда (PTA) в сочетании с инновационной технологиейПостпозиционная наплавка с использованием карбида вольфрама (PST)этот процесс формирует «Плазменная коаксиальная наплавка с последующим позиционированием, сварка карбидом вольфрама." решение.
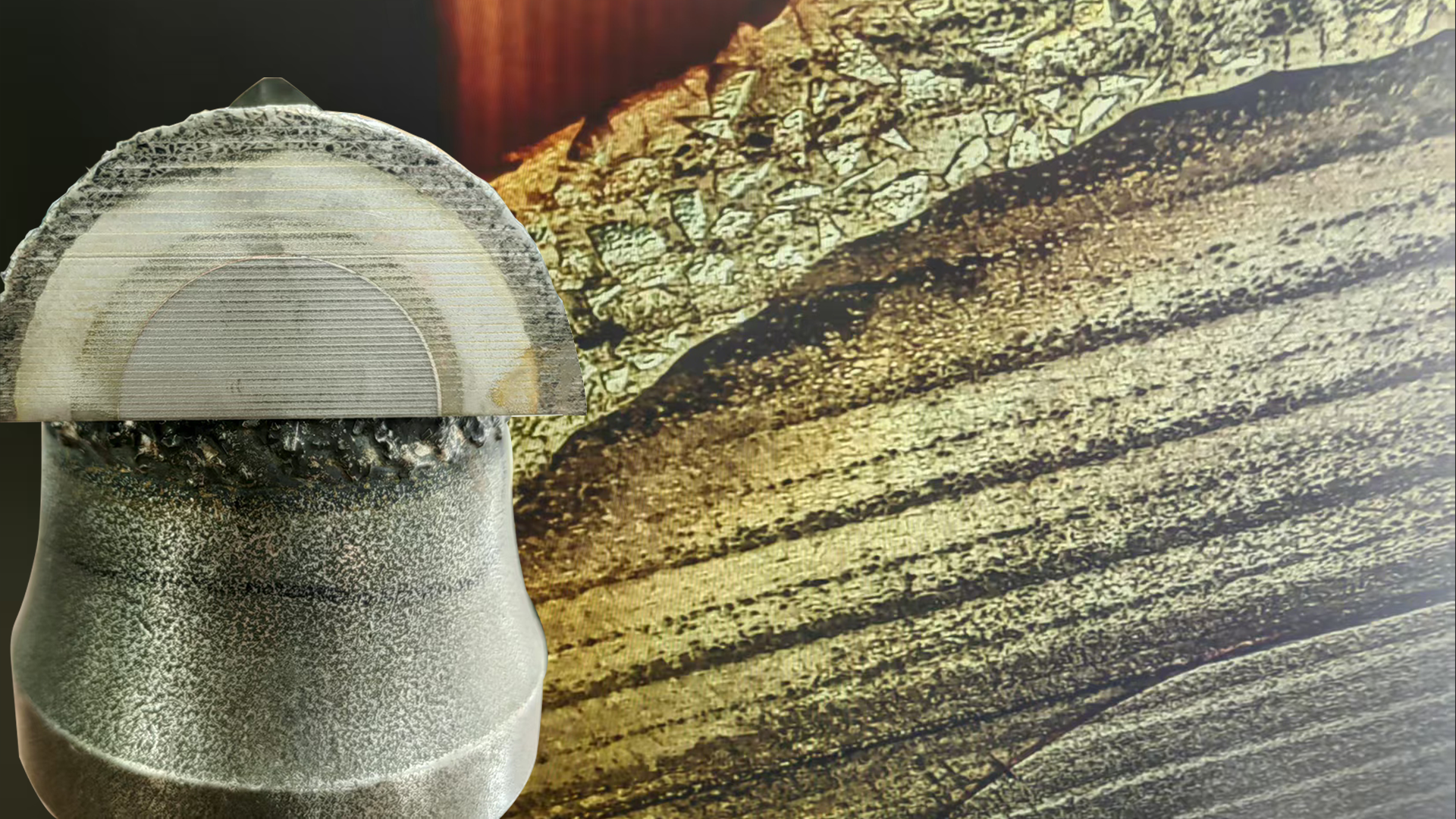
В этом процессе плазменная дуга используется в качестве источника тепла для точной подачи частиц карбида вольфрама в зону сварки. Частицы быстро плавятся и прочно связываются с поверхностью подложки, образуя плотный, беспористый, без трещин, износостойкий защитный слой.
Преимущества технологии PTA-PST
1. Превосходная износостойкость
Твердость карбида вольфрама может достигать болееHV1800Благодаря плотной организации процесса плазменной сварки, срок службы деталей в условиях сильного абразивного износа и ударов может быть увеличен.3-5 раз.
2. Высокая прочность сцепления
- Применение коаксиального метода последующей подачи обеспечивает равномерное распределение частиц карбида вольфрама в расплавленной ванне, что укрепляет металлургическую связь и позволяет избежать проблем отслаивания и растрескивания, характерных для традиционного процесса.
3. Высоко контролируемый процесс
— Благодаря точному контролю энергии плазмы и скорости подачи порошка можно добиться постоянной толщины слоя, равномерной структуры и гладкой поверхности сварочного слоя.
Какие компоненты подходят для технологии PTA-PST?
•Сверла, буровой инструмент и т. д. Оборудование для нефтегазовой отрасли.
•Валки, дробилки, зубья ковшей и т. д. Горно-металлургическое оборудование.
•Клапаны, насосы, седла клапанов и т. д. Компоненты системы управления потоком жидкости.
•Шасси самолётов, детали двигателей и т. д. Конструкционные элементы аэрокосмической отрасли.
Часто задаваемые вопросы о технологии PTA-PST
В1. Почему стоит выбрать технологию PTA-PST?
Технология PTA-PST позволяет формировать на поверхности заготовки высокотвердый, плотный и прочный износостойкий слой из карбида вольфрама, что значительно увеличивает срок службы деталей в условиях интенсивного износа, особенно подходит для таких требовательных отраслей, как нефтедобыча, горнодобывающая промышленность, металлургическая прокатка и аэрокосмическая промышленность.
В2. Каковы преимущества процесса PTA-PST по сравнению с традиционным методом сварки?
- Традиционная сварка: склонна к образованию трещин, пористости и отслаиванию, имеет ограниченный срок службы.
- Поверхностная обработка PTA-PST: коаксиальная подача порошка плазмой, равномерное распределение расплавленной ванны, плотная организация сварочного слоя, более высокая прочность соединения, увеличение срока службы.3-5 раз.
В3. Могу ли я контролировать толщину сварочного слоя из карбида вольфрама PTA-PST?
— Да, это возможно. Регулируя энергию плазмы и скорость подачи порошка, толщину сварочного слоя можно гибко контролировать, начиная с минимального значения.1,5 ммдля соответствия требованиям износостойкости в различных условиях эксплуатации.
Технология PTA-PST (плазменная коаксиальная послойная сварка с использованием карбида вольфрама) преодолевает узкое место традиционных методов сварки и обеспечивает высокоэффективную, высококачественную сварку с низким энергопотреблением.
Для получения дополнительной информации о технологии плазменно-коаксиальной постпозиционной наплавки с использованием карбида вольфрама (PTA-PST) или для обсуждения ваших конкретных потребностей в ремонте, пожалуйста, свяжитесь с нами.напишите нам по электронной почте! Наша команда экспертов готова предоставить индивидуальные решения для вашей конкретной задачи.
Дата публикации: 27 августа 2025 г.