Система плазменной обработки поверхностей с консольным креплением DXB-NC301



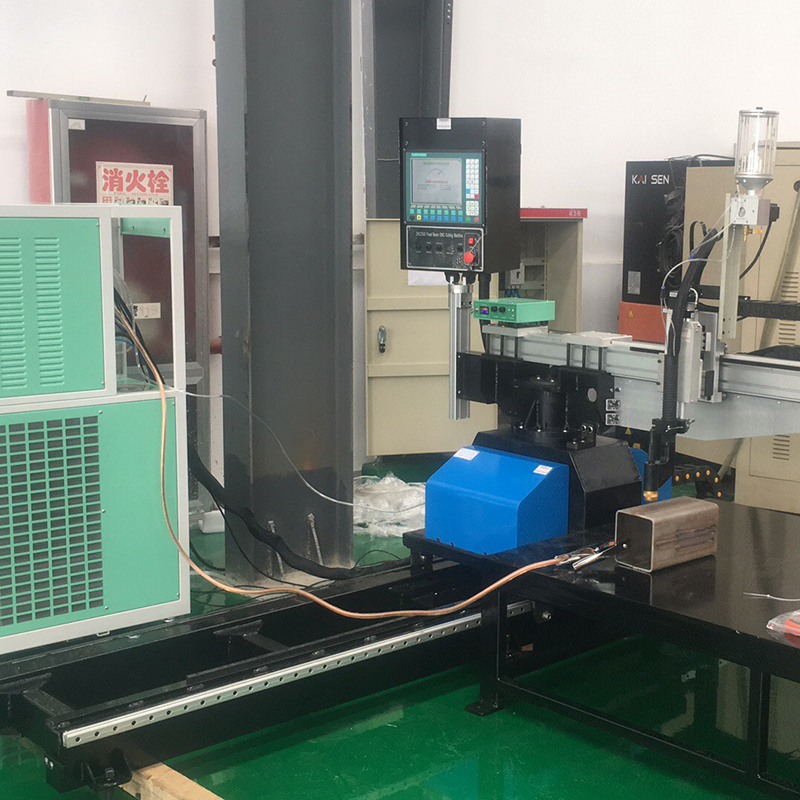
Характеристики оборудования
Механизм шагания приводится в движение импортными линейными направляющими, прецизионным червячным редуктором и шаговым двигателем, обладая малым зазором в передаче, высокой жесткостью, стабильной и надежной работой, а также удобством интеграции.
Высокая степень автоматизации, автоматизация процесса сварки.
Результаты показывают, что слой сплава металлургически соединяется с подложкой заготовки, и прочность соединения высока;
Скорость нанесения покрытия высокая, а степень разбавления низкая; степень разбавления при порошковой плазменно-дуговой наплавке может контролироваться в пределах 5–10% или менее.
Поверхностный слой имеет плотную структуру и привлекательный внешний вид; процесс нанесения покрытия позволяет легко реализовать эффективное автоматизированное производство, повысить производительность труда и снизить трудозатраты.
Применимые продукты
Подходит для обработки и ремонта поверхностей плоских изделий.
| Элементы конфигурации | Модель и бренд | Описание основных параметров |
| Поперечная балка подвески с неподвижным рычагом | Исследование и управление шаговым двигателем | Эффективный ход поршня: 1900 мм |
| Механизм подъема сварочной горелки | Исследование и управление шаговым двигателем | Эффективный ход поршня 150 мм |
| Пешеходная база | Исследование и управление шаговым двигателем | Эффективный ход поршня: 2300 мм |
| Отслеживание напряжения дуги | Интеграция различных видов древесины | |
| Текущая коммуникация | 485 связь | |
| Рабочая платформа | индивидуальный | |
| Консоль | Программирование двухкоординатной системы ЧПУ, оснащенной ручным кнопочным пультом управления. | |
| Справочный контур | Его длина составляет 3600 мм, ширина — 3400 мм, а высота — 1900 мм. | |





