A tocha de transferência de plasma (tocha PTA) é a peça central de uma máquina de soldagem por arco de plasma transferido (PTA), responsável por gerar o arco de plasma e depositar o pó de liga com precisão na área de soldagem. Sua estrutura e princípio de funcionamento diferem da tocha de soldagem comum, apresentando maior precisão e estabilidade.
1. Componentes estruturais
OTocha de soldagem PTAé composto principalmente pelas seguintes partes:
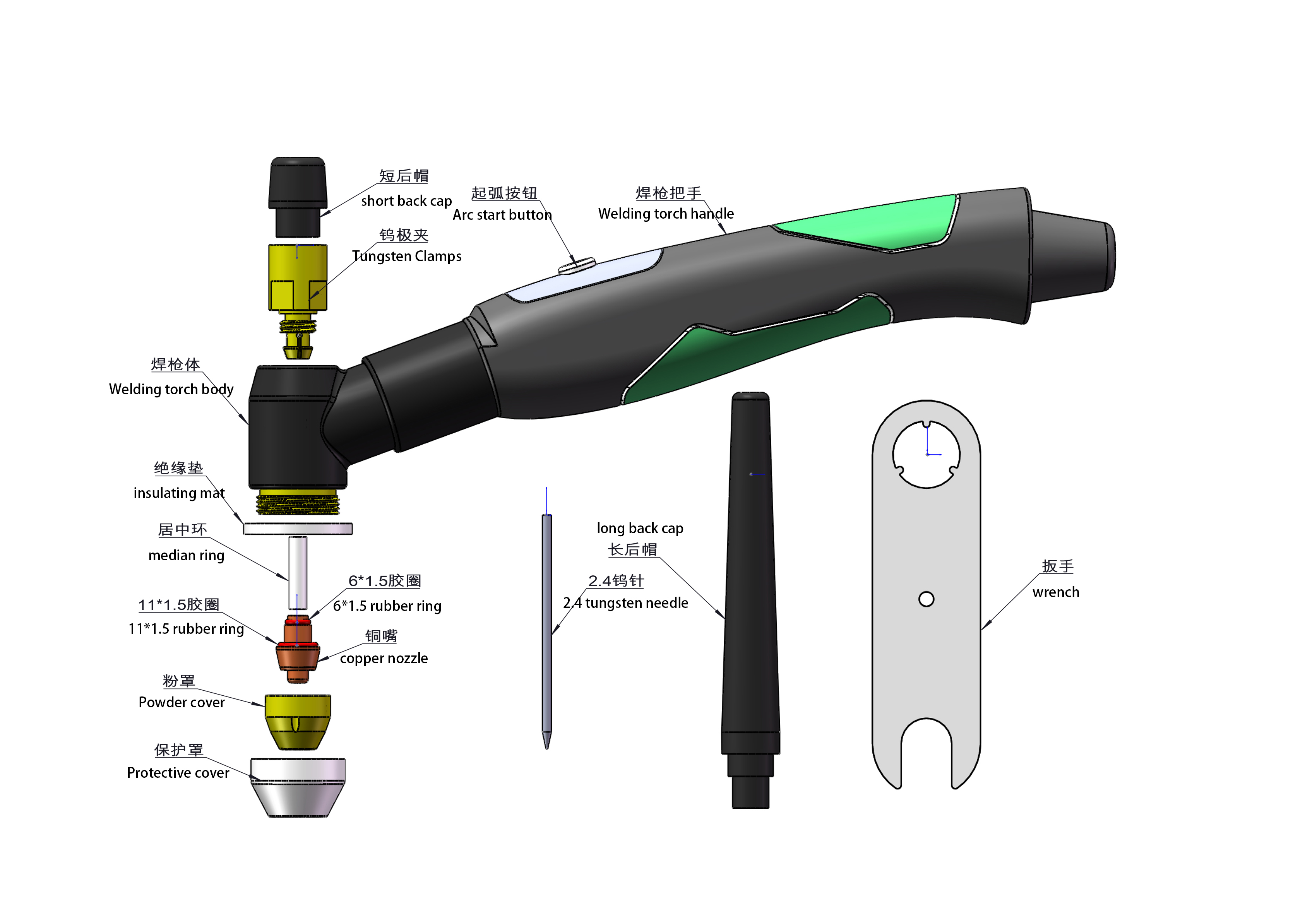
Cátodo (eletrodo de tungstênio): o componente principal para a geração do arco de plasma, geralmente feito de tungstênio, um material resistente a altas temperaturas e à corrosão.
Ânodo (bocal): guia o arco de plasma e concentra a coluna do arco, geralmente feito de cobre para melhorar a dissipação de calor.
Sistema de alimentação de pó: Utilizado para alimentar uniformemente o pó da liga no arco de plasma, de modo que ele derreta e se deposite na superfície da peça de trabalho.
Canal de gás protetor: Argônio ou hélio são geralmente usados como gás de plasma e gás protetor para evitar a oxidação na área de soldagem.
Sistema de refrigeração: O resfriamento a água é utilizado para garantir a estabilidade da tocha de soldagem durante a operação em altas temperaturas.
2. Princípio de funcionamento
Estágio de iniciação do arco: Um pulso de alta frequência e alta tensão gera um arco sem transferência entre o eletrodo de tungstênio e o bocal (corrente baixa, iniciação de arco estável).
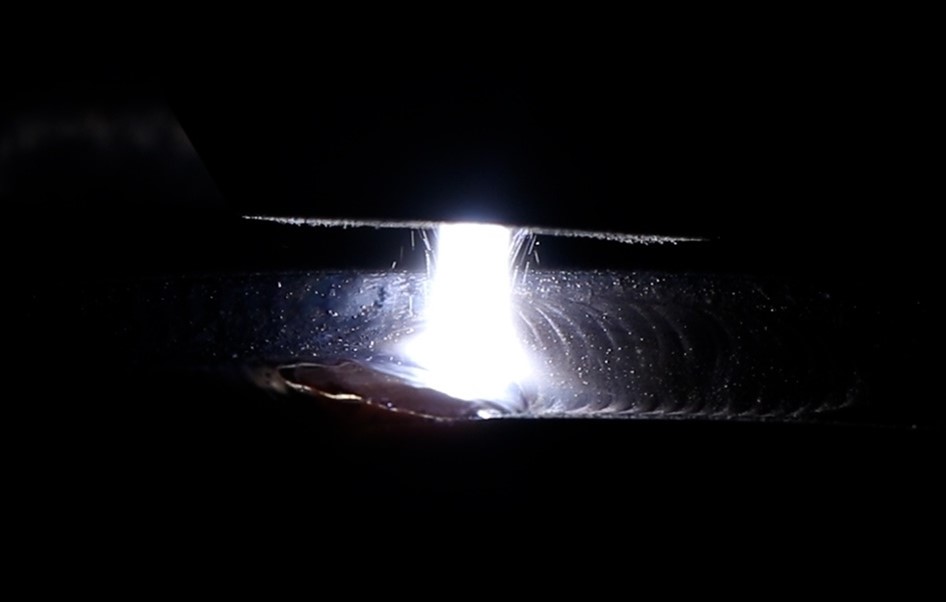
Formação do arco de plasma: o gás plasma (como o argônio) passa pelo bocal, onde é ionizado em alta temperatura e transformado em plasma de alta energia. Através desse fluxo, o gás plasma atinge a superfície da peça de trabalho, formando o arco de transferência (o arco principal).
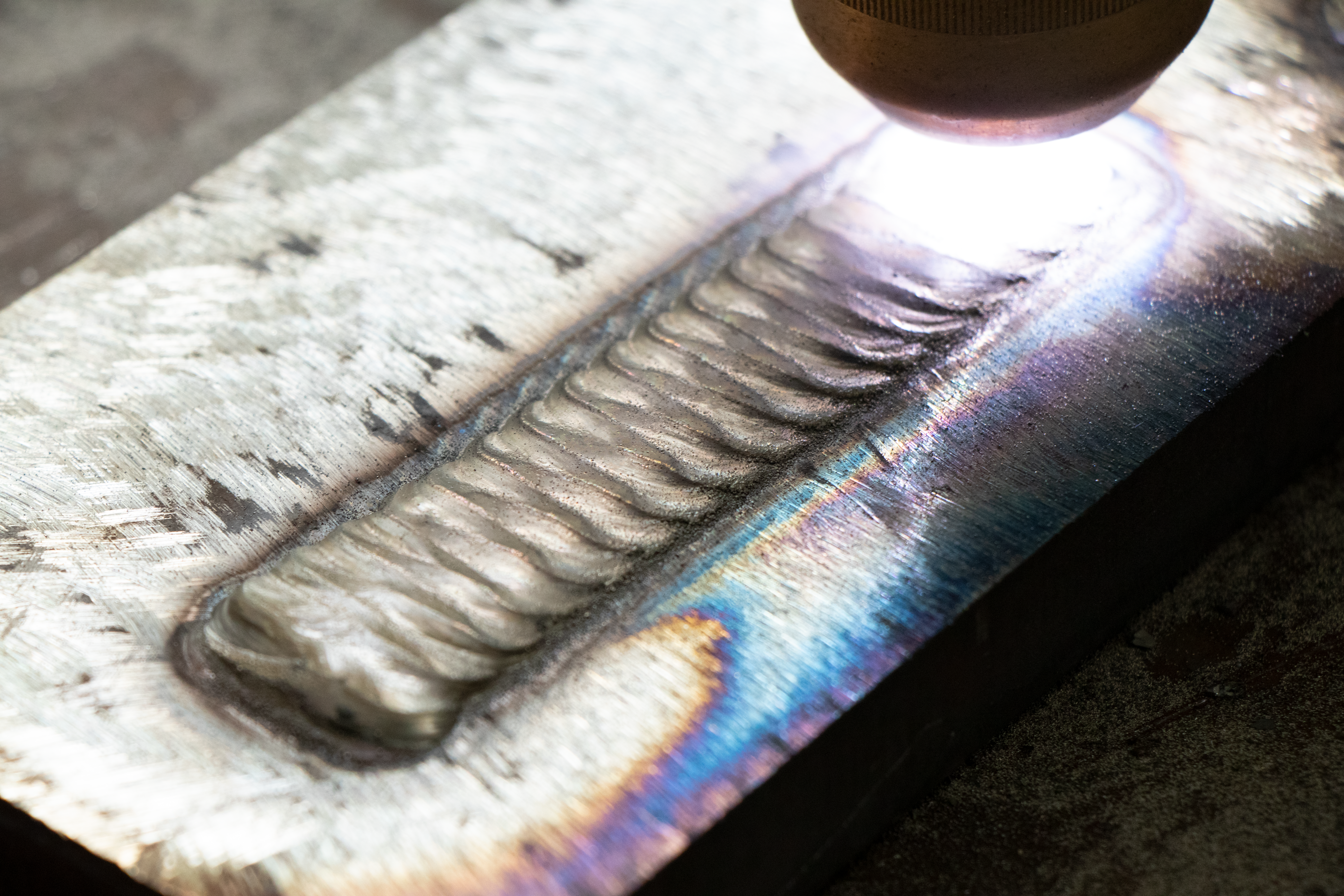
Alimentação e fusão do pó: o pó da liga é alimentado uniformemente na área do arco de plasma através do alimentador de pó, fundido instantaneamente e pulverizado sobre a superfície da peça de trabalho para formar um revestimento denso.
Ligação metalúrgica: O pó fundido é ligado metalurgicamente ao material base para formar uma camada de revestimento de alta resistência e resistente ao desgaste.
3. Características e vantagens
Alta densidade de energia: colunas de arco longas e finas, altas temperaturas (até 20.000 °C), controle preciso da profundidade de fusão e da espessura do revestimento.
Zona afetada pelo calor reduzida: Reduz a deformação do substrato e a tensão térmica, melhorando a estabilidade dimensional da peça.
Alta taxa de utilização de materiais: a taxa de utilização do material em pó é superior a 90%, o que é econômico.
Excelente qualidade de revestimento: revestimento denso, sem porosidade, alta resistência de ligação metalúrgica, excelente resistência à abrasão e à corrosão.
4. Materiais e aplicações comumente utilizados
Materiais em pó de liga: pós de ligas à base de cobalto, níquel, ferro, carboneto de tungstênio e outras ligas resistentes ao desgaste e à corrosão.
Áreas de aplicação típicas:
Petróleo e gás: Revestimentos resistentes ao desgaste e à corrosão para válvulas, brocas de perfuração e corpos de bombas.
Máquinas de engenharia: eixos, rolos, engrenagens, reforço e reparo de superfícies de moldes.
Indústria metalúrgica: revestimento e reparo de superfícies de cilindros, moldes, sedes de válvulas e outras peças.
5. Precauções de utilização
Proteção do eletrodo de tungstênio: previne a oxidação e a queima, prolongando a vida útil do eletrodo.
Resfriamento do bico: mantenha um bom efeito de resfriamento a água para evitar danos por superaquecimento do bico.
Estabilidade na alimentação do pó: assegure uma alimentação uniforme do pó para evitar espessura de revestimento irregular ou defeitos de escória.
Proteção de segurança: operação em alta temperatura e alta tensão, sendo necessário o uso de máscaras de proteção, luvas e outros equipamentos de segurança.
6. Comparação com outros métodos de soldagem
Na soldagem a arco de plasma (PAW): a soldagem PTA é usada principalmente para revestimento e reforço de superfícies, enquanto a PAW é usada principalmente para soldagem por penetração.
Comparação com o revestimento a laser: a soldagem PTA é mais barata e aplicável a uma gama maior de materiais; no entanto, o revestimento a laser apresenta uma zona afetada pelo calor menor e maior precisão.
Com a aspersão por plasma: a soldagem PTA é uma ligação metalúrgica, com alta resistência do revestimento; a aspersão por plasma é uma ligação mecânica, adequada para revestimento de camada fina.
Data da publicação: 19 de fevereiro de 2025