PTA वेल्डिङको साथ भल्भको सिल सतहलाई कसरी कडा पार्ने
भल्भ उद्योगमा, समाधान गर्नुपर्ने सामान्य समस्याहरू यहाँ छन्। उदाहरणका लागि, बेतुका डिजाइन, लापरवाहीपूर्ण निर्माण, असफल सामग्री चयन, आरामदायी एसेम्बल, बेवास्ता गरिएको मर्मतसम्भार र यस्तै अन्य। यी सबै भल्भको क्षतिग्रस्त सिल सतहको परिणाम हुनेछन्।
यसबाहेक, सामान्य सञ्चालनको अवस्थामा ब्रेकडाउन, मिडियाबाट सिल सतहसम्म नक्काशी र धुने कामबाट बच्न गाह्रो हुन्छ।
यसले गेट भल्भलाई लोड पूर्वाधारहरू अनुसार लिन्छ। या त बन्द गर्ने तरिका धेरै छिटो छ वा यो धेरै कसिलो छ। अनुचित ताप उपचार, सिल सतहको कठोरता धेरै उच्च वा धेरै कम छ, यी सबैले क्षरण प्रतिरोध गर्न सक्षम छैनन्।
त्यसभन्दा बाहिर, मेकानिकल चोट मुख्य कारक हो। स्ट्रोकको सुरुमा, यो गेज र टक्कर गर्ने उद्देश्यले गरिन्छ, उच्च तापक्रम र दबाबको प्रभावका कारण, अणुहरू एकअर्कालाई घुसपैठ र एक्सोस्मोसिस गर्नेछन् जसले गर्दा स्टिक घटना हुन्छ।
हामीले स्टील भल्भ मर्मत गर्न सधैं पुनरुत्पादनको तरिका प्रयोग गर्नुपर्छ। भल्भको लागि सतह सामग्रीहरू कोबाल्ट-आधारित मिश्र धातुहरू, निकल-आधारित मिश्र धातुहरू, फलाम-आधारित मिश्र धातुहरू र तामा-आधारित मिश्र धातुहरू हुन्, जुन इलेक्ट्रोड, वेल्डिंग तार (फ्लक्स-कोर्ड तार सहित), फ्लक्स (ट्रान्जिसन मिश्र धातु प्रकार फ्लक्स सहित) र मिश्र धातु पाउडर, आदिमा बनाइन्छ, म्यानुअल आर्क वेल्डिंग, अक्सिसेटिलिन फ्लेम वेल्डिंग, टंगस्टन आर्गन वेल्डिंग, जलमग्न आर्क स्वचालित वेल्डिंग प्रयोग गरेर। यहाँ हामी PTA वेल्डिंगको क्ल्याडिंग प्रक्रिया परिचय गर्छौं।

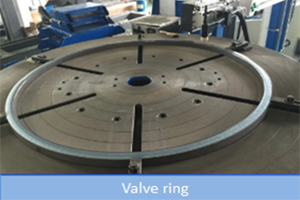
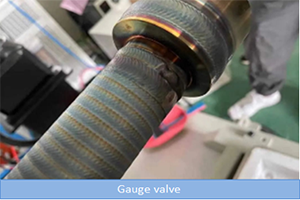
भल्भमा प्रयोगको अवस्था निम्नानुसार छ,






भिडियो
पोस्ट समय: नोभेम्बर-०२-२०२२