モーターローターの修理または強化レーザークラッディングは一般的な表面処理技術です。この記事では、モーターローターのレーザークラッディングの詳細なプロセスについて説明します。この記事では、モーターローターのレーザークラッディングの詳細なプロセスと、完璧なクラッディング層を作成するための最適なクラッディングパウダーの選択について説明します。まず、モーターローターのレーザークラッディングの原理を理解しましょう。
モーターローターのレーザークラッディングの原理
レーザークラッディング合金粉末やセラミック粉末を基材表面に溶融させて緻密で高硬度の保護層を形成することにより、モーターローターの耐摩耗性および耐腐食性を向上させることができる。
レーザー溶融クラッディングモーターローターを使用する際の主な手順:
1. 準備
● ローター表面の洗浄:サンドペーパー、サンドブラストなどの方法を使用してモーターローターの表面を洗浄し、酸化層、油、錆などの不純物を取り除き、クラッド工程で粉末と基材が良好に結合するようにします。
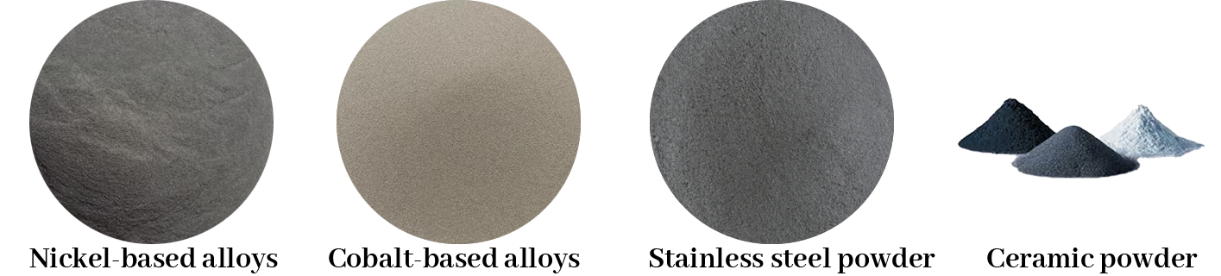
● 被覆材の選定:モーターローターの動作環境と要件に応じて、適切な被覆粉末材料を選定します。一般的な材料としては、ニッケル基合金、コバルト基合金、ステンレス鋼粉末、セラミック複合材料などがあります。
2. 外装材の選定
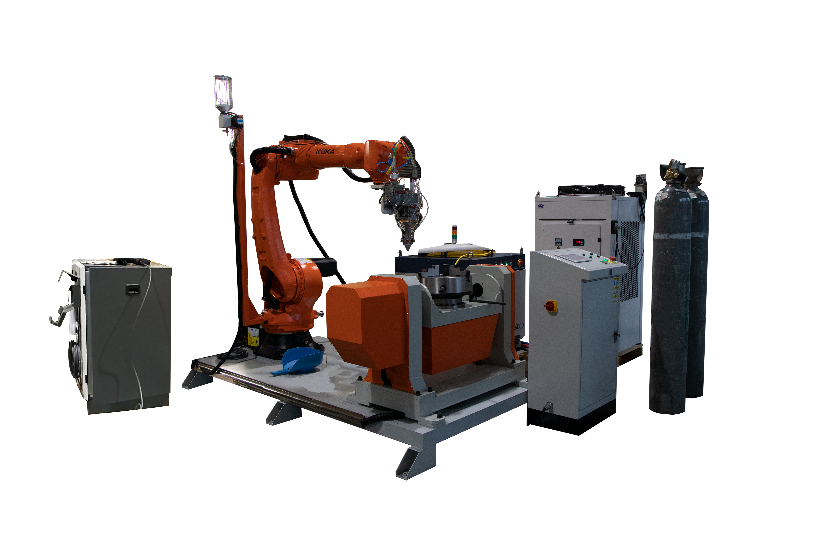
●レーザー光源の選択:一般的にはファイバーレーザー、CO₂レーザー、または半導体レーザーを使用し、出力はローターのサイズとクラッド材の融点に応じて選択します。レーザー出力は通常1kWから10kWの間です。

●溶融ヘッド:適切な粉末供給装置を備え、粉末がレーザービームの作用領域に均一に供給されるようにします。粉末供給装置は、必要に応じてマルチチャンネル構造またはマルチノズル構造を選択できます。

3. レーザー肉盛り加工
● パラメータ設定:レーザー出力、走査速度、粉末供給速度、焦点距離などのパラメータを調整します。これらのパラメータは、クラッド層の厚さが均一で、基板と良好に接合されるように制御する必要があります。一般的に、レーザー出力は1~5kW、走査速度は10~30mm/sの範囲内です。
●溶接工程:
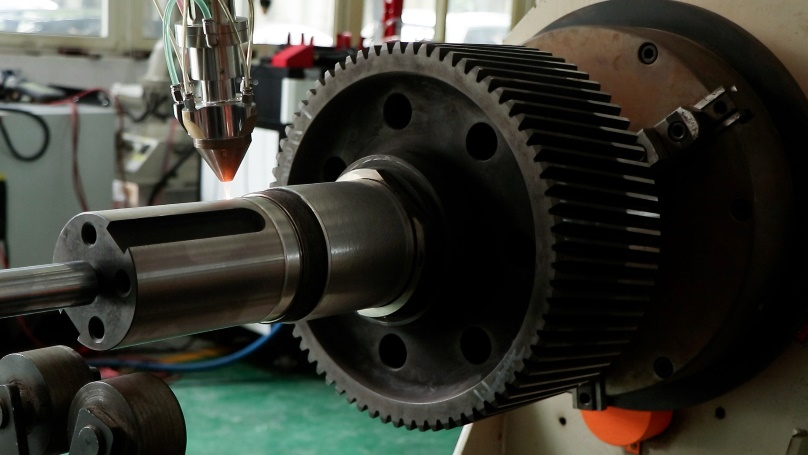
1.レーザービームを回転子の表面に照射し、融点まで加熱する。
2. クラッド粉末は供給ノズルを通してレーザー照射領域に供給される。粉末はレーザーの高温下で瞬時に溶融し、基材と溶融プールを形成する。
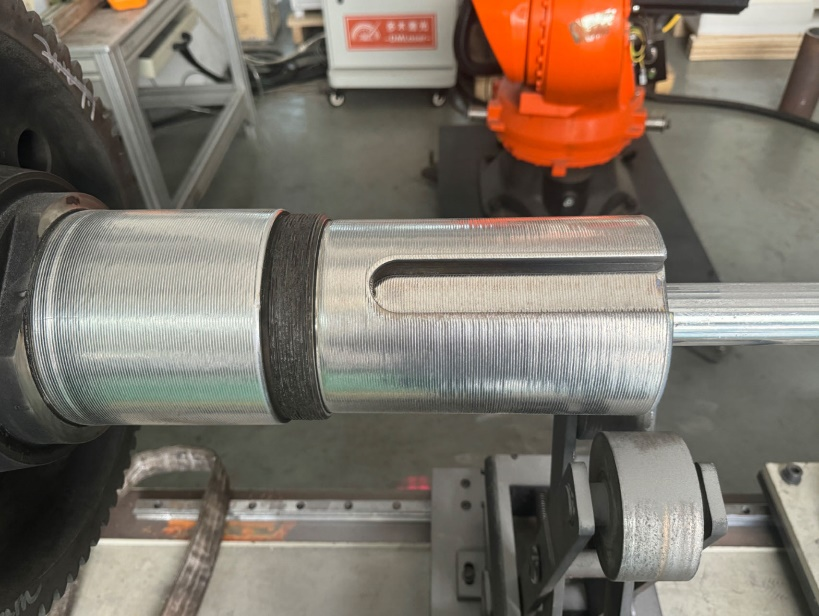
3. レーザービームが移動するにつれて、溶融池は徐々に冷却され、緻密な被覆層が形成される。
4. ローター表面全体を、線ごとに、または円形にスキャンして、被覆材の完全性を確認します。
4. 冷却および後処理
●自然冷却または強制冷却:被覆が完了したら、ローターを自然冷却するか、空冷または液冷によって冷却プロセスを加速するかを選択できます。
● 後処理:被覆後、表面がわずかに粗くなる場合があり、通常は表面仕上げと寸法精度を確保するために、研削や研磨などの後処理が必要になります。
5. 品質検査
● 非破壊検査:溶融被覆層の非破壊検査を行い、気孔や亀裂などの欠陥がないことを確認します。一般的に使用される方法としては、超音波検査、X線検査などがあります。
● 硬度および接着強度試験:クラッド層の硬度、耐摩耗性、接着強度を試験し、クラッド層が設計要件を満たしていることを確認します。
レーザー肉盛り溶接の利点:
1.高精度:レーザービームはエネルギー密度が高く、クラッド層は基材としっかりと密着しています。
2. 熱影響が少ない:レーザークラッディングの熱入力が少ないため、ローター材料の熱変形を軽減できます。
3.修理可能性:レーザークラッディング技術は、新しい部品の強化だけでなく、古い部品の修理にも使用でき、モーターローターの耐用年数を延ばすことができます。
レーザー肉盛技術は、モーターローターの補修・強化において幅広い用途があり、特に高性能モーターや風力タービンの分野で活用されています。レーザー肉盛にご興味をお持ちですか?お問い合わせ!
投稿日時:2024年9月18日