La torche à transfert de plasma (torche PTA) est l'élément central d'une machine de soudage à l'arc plasma transféré (PTA). Elle génère l'arc plasma et achemine la poudre d'alliage avec précision jusqu'à la zone de soudure. Sa structure et son principe de fonctionnement diffèrent de ceux d'une torche de soudage classique, offrant une précision et une stabilité accrues.
1. Composants structuraux
Letorche de soudage PTAse compose principalement des parties suivantes :
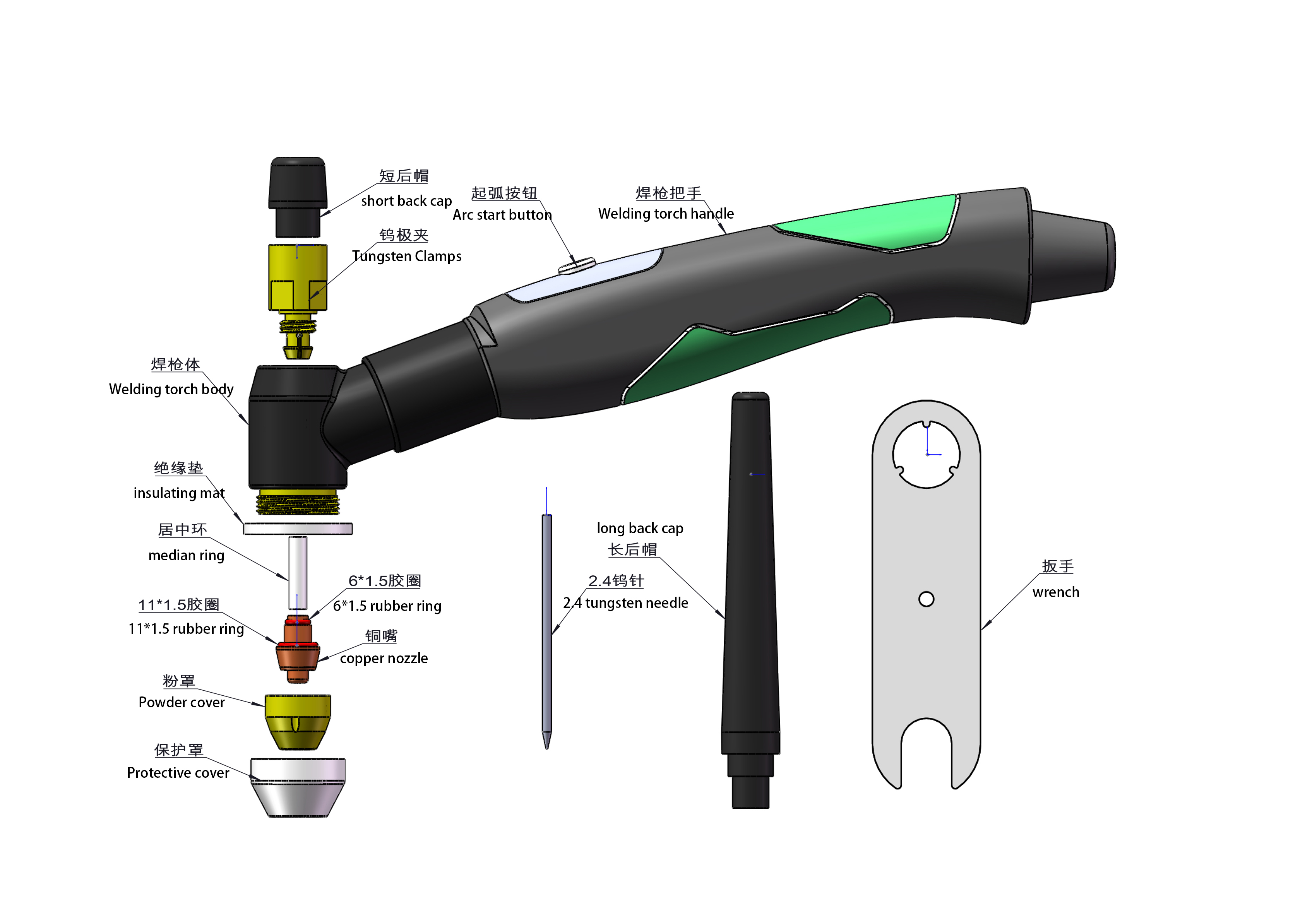
Cathode (électrode en tungstène) : composant essentiel pour générer un arc plasma, généralement fabriqué en tungstène résistant aux hautes températures et à la corrosion.
Anode (buse) : guide l'arc plasma et concentre la colonne d'arc, généralement en cuivre pour améliorer la dissipation de la chaleur.
Système d'alimentation en poudre : Utilisé pour alimenter uniformément l'arc plasma en poudre d'alliage, afin qu'elle fonde et se dépose sur la surface de la pièce à usiner.
Canal de gaz protecteur : L’argon ou l’hélium sont généralement utilisés comme gaz plasma et gaz protecteur pour prévenir l’oxydation dans la zone de soudage.
Système de refroidissement : Un système de refroidissement à eau est utilisé pour assurer la stabilité de la torche de soudage lors d'un fonctionnement à haute température.
2. Principe de fonctionnement
Phase d'amorçage de l'arc : Une impulsion à haute fréquence et haute tension génère un arc non transféré entre l'électrode de tungstène et la buse (faible courant, amorçage d'arc stable).
Formation de l'arc plasma : le gaz plasma (tel que l'argon) traverse la buse, s'ionise en plasma à haute température et atteint la surface de la pièce à usiner, formant ainsi l'arc de transfert (l'arc principal).
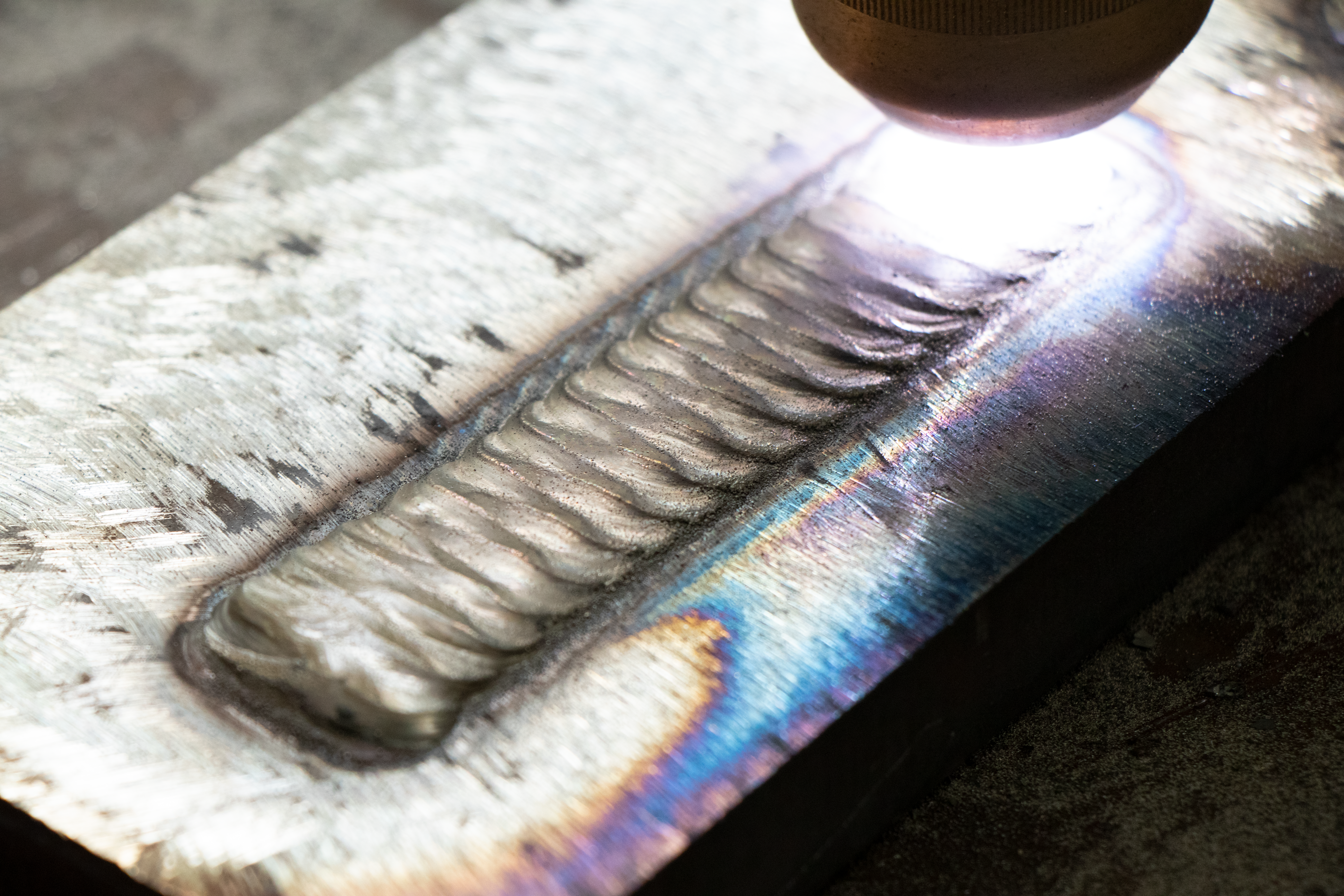
Alimentation et fusion de la poudre : la poudre d'alliage est alimentée uniformément dans la zone de l'arc plasma par l'intermédiaire du distributeur de poudre, fondue instantanément et pulvérisée sur la surface de la pièce à usiner pour former un revêtement dense.
Liaison métallurgique : La poudre fondue est liée métallurgiquement au matériau de base pour former une couche de revêtement à haute résistance et résistante à l’usure.
3. Caractéristiques et avantages
Haute densité énergétique : colonnes d'arc longues et fines, températures élevées (jusqu'à 20 000 °C), contrôle précis de la profondeur de fusion et de l'épaisseur du revêtement.
Zone affectée thermiquement réduite : diminue la déformation du substrat et les contraintes thermiques, améliore la stabilité dimensionnelle de la pièce.
Taux d'utilisation des matériaux élevé : le taux d'utilisation des matériaux en poudre est supérieur à 90 %, ce qui est économique.
Excellente qualité de revêtement : revêtement dense, sans porosité, forte adhérence métallurgique, excellente résistance à l’abrasion et à la corrosion.
4. Matériaux et applications couramment utilisés
matériaux en poudre d'alliage: poudres d'alliages à base de cobalt, de nickel, de fer, de carbure de tungstène et autres alliages résistants à l'usure et à la corrosion.
Domaines d'application typiques:
Pétrole et gaz : Revêtements résistants à l’usure et à la corrosion pour vannes, trépans et corps de pompes.
Machines d'ingénierie : arbres, rouleaux, engrenages, renforcement et réparation de la surface des moules.
Industrie métallurgique : rechargement et réparation de surfaces de cylindres, moules, sièges de soupapes et autres pièces.
5. Précautions d'emploi
Protection des électrodes en tungstène : prévient l’oxydation et la surchauffe, prolonge la durée de vie des électrodes.
Refroidissement des buses : maintenir un bon refroidissement par eau pour éviter les dommages liés à la surchauffe des buses.
Stabilité de l'alimentation en poudre : assurer une alimentation uniforme en poudre afin d'éviter une épaisseur de revêtement irrégulière ou des défauts de formation de scories.
Protection de sécurité : fonctionnement à haute température et haute tension, port de masques de protection, de gants et d'autres équipements de sécurité obligatoire.
6. Comparaison avec d'autres méthodes de soudage
Avec le soudage à l'arc plasma (PAW) : le soudage PTA est principalement utilisé pour le revêtement et le renforcement de surface, tandis que le soudage PAW est principalement utilisé pour le soudage par pénétration.
Comparaison avec le rechargement laser : le soudage PTA est moins cher et applicable à une plus large gamme de matériaux ; cependant, le rechargement laser présente une zone affectée thermiquement plus petite et une précision supérieure.
Avec la projection plasma : le soudage PTA est une liaison métallurgique, offrant une résistance élevée du revêtement ; la projection plasma est une liaison mécanique, adaptée aux revêtements en couches minces.
Date de publication : 19 février 2025