С развитием промышленной автоматизации и прецизионного производства традиционные методы сварки уже далеки от того, чтобы отвечать всем требованиям применения. Появились сварка TIG, MIG, лазерная сварка, PAW (плазменно-дуговая сварка) и другие сварочные процессы, которые в своих областях демонстрируют уникальные преимущества.
Различия в принципах процесса
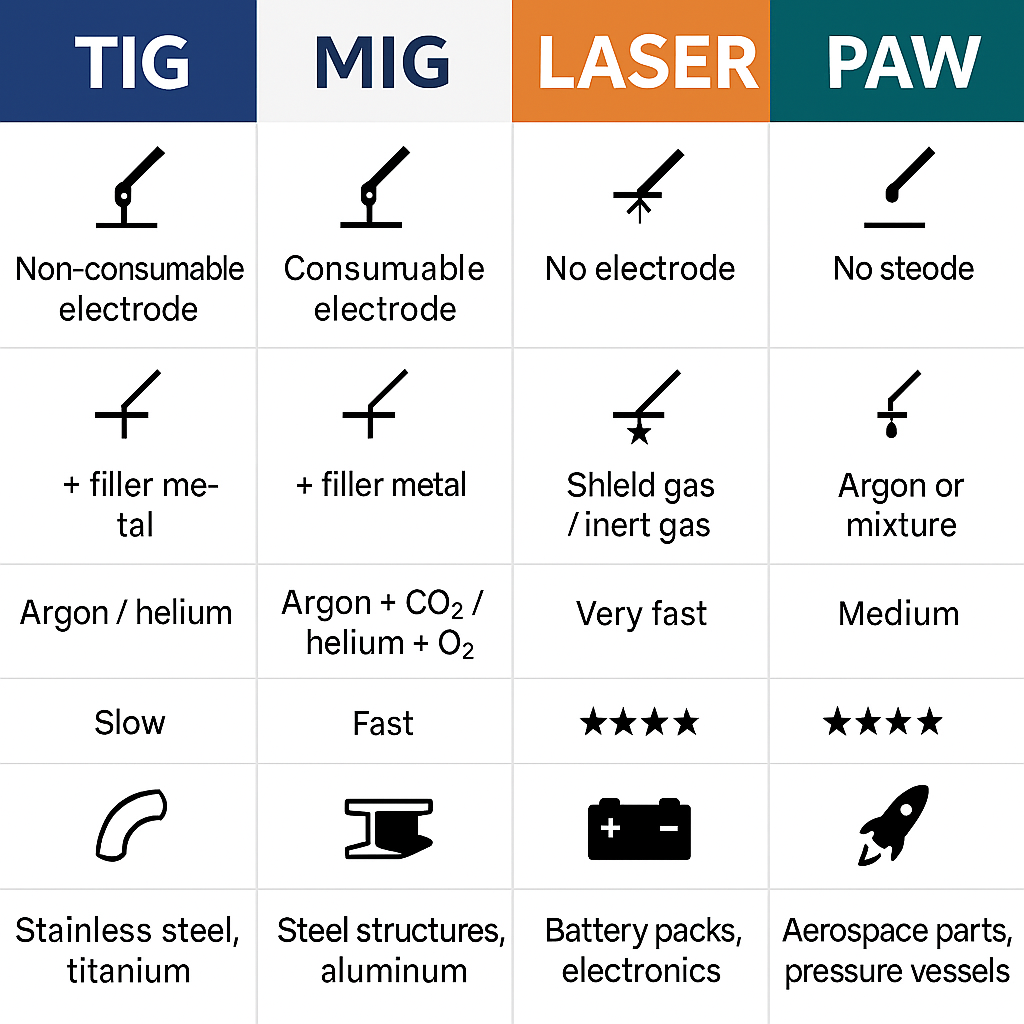
- Сварка вольфрамовым электродом в среде инертного газа(TIG): дуга образуется между вольфрамовым электродом и заготовкой, не расплавляя электрод, защитный газ — воздух; высокая точность, ручное управление.

- Сварка металлическим электродом в среде инертного газа (MIG): дуга находится между проволокой и заготовкой, проволока автоматически подается, расплавляется и заполняется. Скорость сварки, подходящая для пакетной сварки.

-Лазерная сварка (Лазер): Для плавления металла используется высокоэнергетический лазерный луч, позволяющий точно контролировать глубину и форму. Бесконтактный, с низким тепловым воздействием.
-Плазменно-дуговая сварка (PAW): Плазменная дуга формируется путем сужения сопла, столб дуги более концентрированный, плотность тепла высокая, и она может сваривать толстые пластины с глубоким проплавлением.

Диапазон толщины сварки
- ТИГ: Подходит для сверхтонких и средних по толщине материалов, 0,1~6 мм, идеально подходит для сварки тонких стенок нержавеющей стали и титановых сплавов.
- МИГ: Подходит для листов средней толщины, особенно из углеродистой стали, конструкционной стали и алюминиевых сплавов, с высокой эффективностью и широкой зоной покрытия.
- Лазер:Подходит для сверхтонких материалов толщиной до 6 мм, таких как уплотнители литиевых аккумуляторов и торцевые крышки двигателей. Для толстых пластин требуется многоканальное сканирование.
-ЛАПА:Может обрабатывать широкий диапазон толщин пластин от 0,1 мм до 10 мм, а также может реализовывать режим сварки в замочную скважину.
Эстетика сварного шва
TIG: самый красивый сварной шов, поверхность ровная, зерно похоже на рыбью чешую, обычно используется в мясной промышленности или в элитных ремеслах.
MIG: более широкий сварной шов, больше разбрызгивания, подходит для конструкционных деталей, не требующих внешнего вида сварного шва.
Лазерная сварка: чрезвычайно узкий и деликатный сварной шов, практически не требует последующей обработки, по стоимости уступает только TIG, но по скорости значительно превосходит.
PAW: лучше, чем MIG, уступает TIG, но больше подходит для глубокой сварки плавлением и автоматизации.
Адаптируемость к автоматизации
Лазерная сварка и дуговая сварка с плазменным электродом являются лидерами в области интеграции автоматизации:
- Высокая точность
- Отслеживает траекторию сварного шва
- Может комбинироваться с робототехникой/системами машинного зрения
MIG также широко используется в автоматизированных производственных линиях, например, в автомобилестроении.
Хотя метод TIG позволяет осуществлять автоматическую орбитальную сварку, он по-прежнему во многом зависит от квалификации сварщика.
Сравнение TIG, MIG, LASER и PAW
Сварка TIG, MIG, лазерная и плазменная дуговая сварка (PAW) представляют собой решения для сварки в различных сценариях применения:
Сварка TIG: известна качеством и эстетикой сварного шва, подходит для тонколистовых материалов, требующих высокой точности сварки, особенно широко используется в высокотехнологичном производстве нержавеющей стали и титановых сплавов;
Сварка MIG: высокая эффективность, простота эксплуатации, подходит для листов средней толщины и массового производства, является основным процессом в автомобильной, строительной, машиностроительной и других отраслях;
Лазерная сварка: высокая скорость, низкое тепловое воздействие, высокая степень автоматизации, широко используется в электронике 3C, силовых батареях, точных приборах и других высокотехнологичных производствах;
Сварка PAW: сочетает в себе стабильность TIG и способность лазера к глубокому плавлению, подходит для деталей аэрокосмической отрасли, сосудов высокого давления и других ответственных деталей с высокими требованиями к прочности и герметичности.
Для принятия комплексного решения выбор процесса должен основываться на типе материала, толщине сварного шва, требованиях к качеству, контроле затрат и уровне автоматизации.
Время публикации: 18 апреля 2025 г.