TIG-сварка (сварка вольфрамовым электродом в инертном газе) — это вид дуговой сварки с использованием неплавких вольфрамовых электродов под защитой инертного газа (в основном аргона). Этот процесс широко известен своими высококачественными результатами сварки и применим для широкого спектра свариваемых материалов, особенно для сварки нержавеющей стали, алюминия, магния и его сплавов, а также других тугоплавких или легко окисляемых металлических материалов.
Принцип работы TIG-сварки
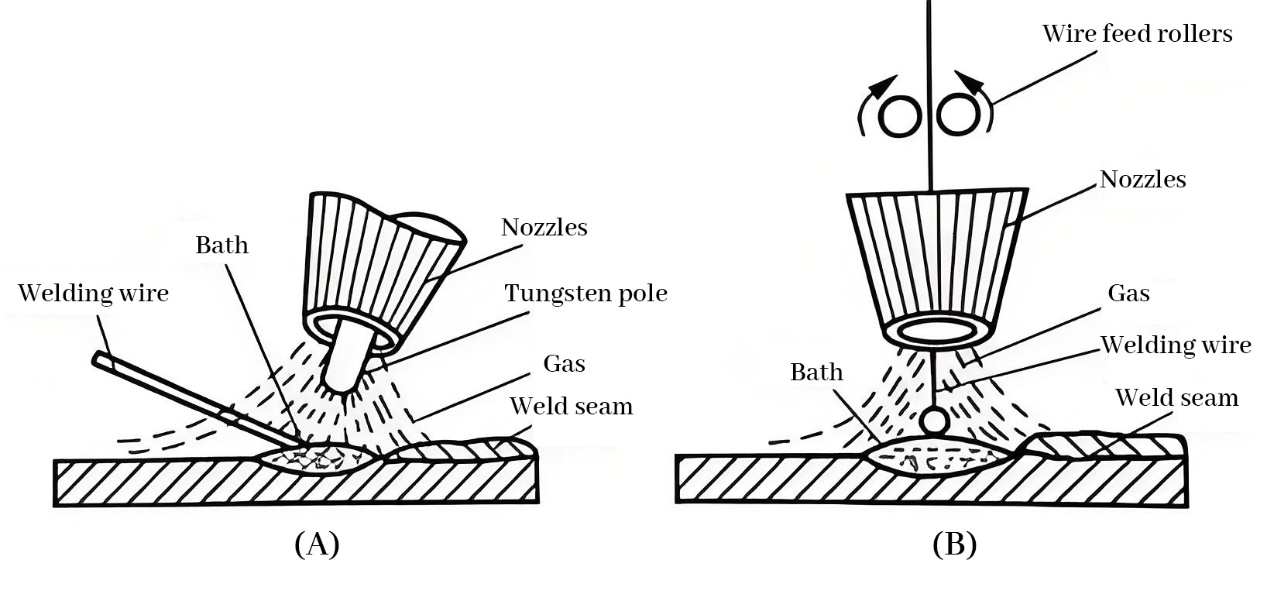
Основной принцип TIG-сварки заключается в создании дуги между вольфрамовым электродом и заготовкой, используя высокую температуру, генерируемую дугой, для расплавления заготовки и образования сварного соединения. В процессе сварки вольфрамовый электрод не участвует в плавлении, а для защиты зоны дуги и расплавленной ванны используется инертный газ (обычно аргон), предотвращающий загрязнение сварного шва кислородом, азотом и другими веществами из атмосферы, что обеспечивает качество сварного шва.
Компоненты TIG-сварки
1. Сварочный аппарат: используется для подачи тока и регулирования мощности дуги.

2. Вольфрамовый электрод: как неплавкий электрод, он обладает высокой термостойкостью и не быстро изнашивается, что делает его очень подходящим для аргонодуговой сварки (TIG).
3. Горелка: Основной инструмент для TIG-сварки, горелка содержит вольфрамовый электрод, а инертный газ поступает через сопло горелки для защиты дуги и расплавленной ванны.
4. Инертный газ (аргон): в основном используется для защиты дуги и расплавленной ванны, чтобы избежать загрязнения зоны сварки кислородом и азотом из воздуха.
5. Присадочный металл (опционально): при необходимости можно использовать проволоку, заполняемую вручную, для дополнения сварочного материала.
Преимущества TIG-сварки
1. Высокое качество сварки: благодаря защитному действию аргона, в процессе сварки предотвращается окисление, шов получается гладким, без брызг, с минимальным количеством дефектов.
2. Высокая точность сварки: подходит для сварки тонких пластин и прецизионных деталей, позволяет контролировать малую дугу, обеспечивая очень качественную сварку.
3. Многофункциональность: аргонодуговая сварка подходит для сварки различных материалов, особенно нержавеющей стали, алюминия, титана, никеля и его сплавов, а также других цветных металлов.
4. Гибкость в работе: возможность сварки в различных положениях, подходит для сварки в разных положениях (плоская сварка, вертикальная сварка, обратная сварка и т. д.).
Недостатки TIG-сварки
1. Более низкая скорость: из-за необходимости выполнения точных операций скорость сварки относительно низкая, особенно на больших площадях или при сварке толстых пластин она не так эффективна, как другие методы.
2. Сложность оборудования и высокая стоимость: необходимость в специализированном оборудовании, таком как вольфрамовые электроды, подача инертного газа и т. д., увеличивает стоимость и сложность сварки.
3. Высокие требования к навыкам работы: к навыкам работы сварщика предъявляются высокие требования, начинающим сложнее освоить технику, особенно в поддержании стабильности дуги и контроле расплавленной ванны, что требует определенного опыта.
Применение аргонодуговой сварки
Аргонодуговая сварка (TIG) широко применяется в следующих областях благодаря высокой точности и высококачественному результату сварки:
1. Аэрокосмическая отрасль: TIG-сварка широко используется в аэрокосмической отрасли для сварки высокопрочных металлов и легких сплавов, таких как алюминий, магниевые сплавы, титан и т. д.
2. Атомная промышленность: потребность в высокой прочности, коррозионной стойкости и термостойкости свариваемых материалов, таких как нержавеющая сталь и никелевые сплавы.
3. Автомобильная промышленность: в основном используется для высокоточной сварки автомобильных деталей, особенно для сварки кузовов из алюминиевых сплавов и выхлопных труб из нержавеющей стали.
4. Нефтехимическая промышленность: аргонодуговая сварка широко используется для сварки нержавеющей стали, алюминиевых резервуаров и трубопроводов.
5. Судостроение: используется для сварки тонколистовых, алюминиевых и нержавеющих стальных деталей судов.
Этапы процесса аргонодуговой сварки
1. Подготовка:
Очистите зону сварки и удалите с поверхности загрязнения, такие как смазка и окисленная пленка.
В зависимости от толщины заготовки следует выбрать соответствующий диаметр вольфрамового электрода.
Установите соответствующий сварочный ток и расход аргона.
2. Зажигание: Высокочастотная дуга или контактная дуга, в результате чего дуга образуется между вольфрамовым электродом и заготовкой.
3. Контроль расплавленной ванны: сварщик должен уметь контролировать длину и положение дуги, а также размер и форму расплавленной ванны, чтобы обеспечить равномерный сварной шов.
4. Присадочный металл (необязательно): Если требуется дополнительный сварочный материал, проволоку можно заполнить вручную, пока дуга плавит металл.
5. Гашение дуги и охлаждение: После завершения сварки медленно погасите дугу и продолжайте пропускать аргон для охлаждения, чтобы предотвратить окисление сварного шва и вольфрамового электрода.
Меры предосторожности при аргонодуговой сварке
1. Выбор и заточка вольфрамового электрода: тип и форма вольфрамового электрода (форма наконечника) оказывают большое влияние на стабильность дуги, поэтому следует выбирать подходящий вольфрамовый электрод в зависимости от свариваемого материала (например, цериевый вольфрам, ториевый вольфрам, чистый вольфрам и т. д.).
2. Контроль потока газа: слишком большой или слишком малый поток аргона повлияет на качество сварки, слишком большой поток может привести к турбулентности газового потока, слишком малый поток не обеспечит достаточной защиты.
3. Меры защиты: при TIG-сварке температура дуги высока, присутствует световое излучение, поэтому сварщикам необходимо носить защитные маски, перчатки и другие средства защиты, чтобы избежать ожогов или повреждения глаз от света дуги.
4. Контроль температуры расплавленной ванны: необходимо всегда следить за температурой расплавленной ванны в процессе сварки, чтобы предотвратить перегрев, приводящий к деформации заготовки или дефектам сварки.
Типичные дефекты аргонодуговой сварки (TIG)
1. Пористость: недостаточный поток защитного газа или нечистая поверхность заготовки могут привести к образованию пор.
2. Непроплавление: недостаточный сварочный ток или неправильная работа, в результате чего сварной шов и заготовка не полностью проплавляются.
3. Трещины: Трещины могут возникать при слишком быстром охлаждении во время сварки или при наличии чрезмерного внутреннего напряжения в заготовке.
TIG-сварка — это широко применяемый процесс, обеспечивающий высокое качество сварки, особенно подходящий для металлических материалов с высокими требованиями к качеству сварки. Однако из-за сложности процесса и дорогостоящего оборудования он обычно используется в случаях, когда качество сварки имеет первостепенное значение. Освоение технологии аргонодуговой сварки требует от сварщиков богатого опыта и высокого уровня квалификации.
Дата публикации: 30 сентября 2024 г.