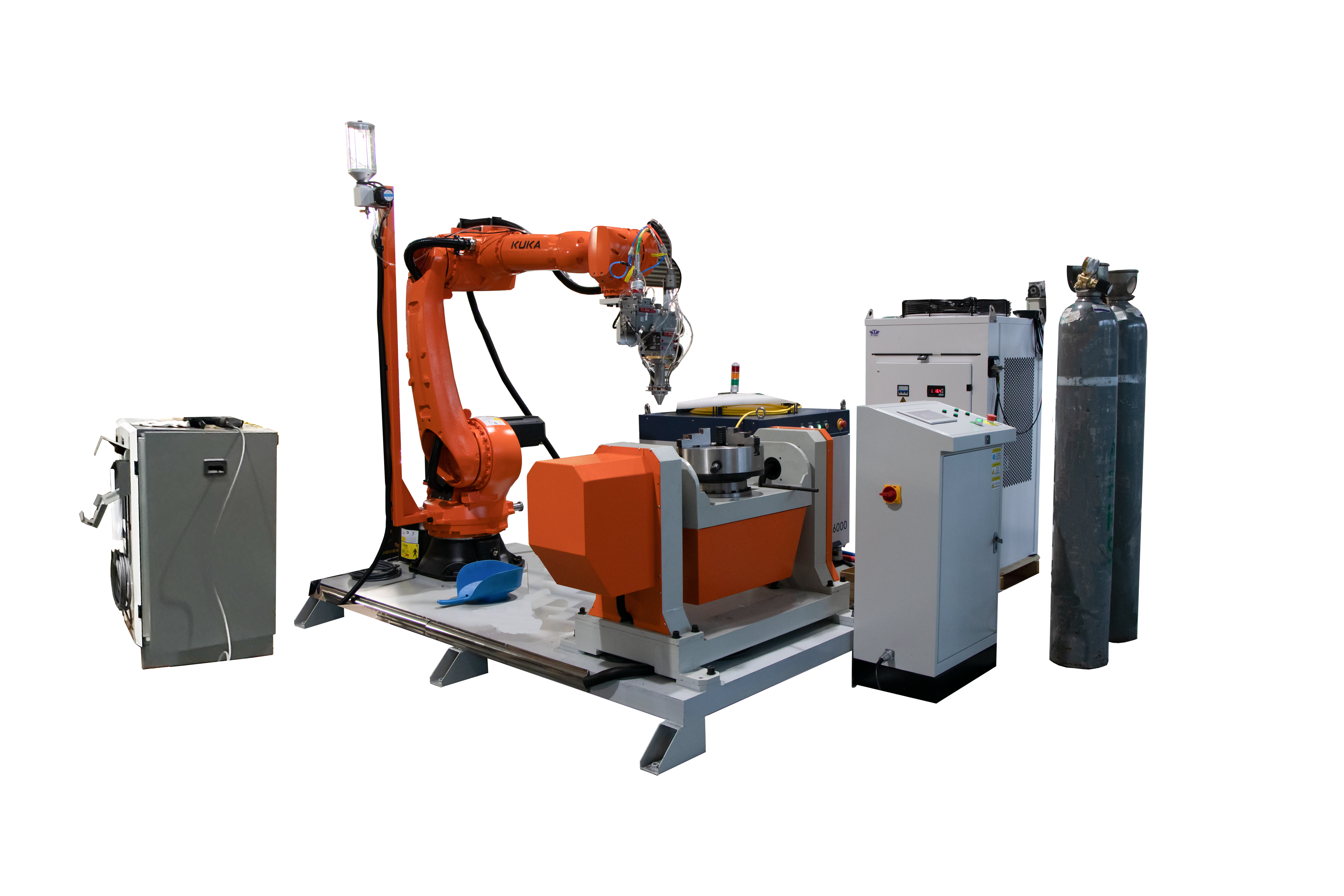
Zautomatyzowany sprzęt do napawania i spawania laserowegoto rodzaj urządzenia przemysłowego, które wykorzystuje wysokoenergetyczną wiązkę laserową do topienia i nanoszenia na powierzchnię podłoża metalowego materiału powłokowego, takiego jak proszek stopowy lub drut. Technologia ta poprawia właściwości powierzchniowe przedmiotu obrabianego, takie jak odporność na zużycie, korozję i wysokie temperatury, jednocześnie obniżając koszty i wydłużając żywotność podzespołów. Zautomatyzowany system zapewnia wysoką precyzję i wydajność pracy oraz nadaje się do masowej produkcji i naprawy skomplikowanych części.
I. Zasada działania
1. Ogniskowanie wiązki laserowej:Wysokoenergetyczna wiązka laserowa jest skupiana na powierzchni przedmiotu obrabianego za pomocą układu optycznego.
2. Topienie materiału:Stopiony materiał (proszek lub drut) jest podawany do kąpieli laserowej za pomocą podajnika proszku lub drutu.
3. Tworzenie puli:Laser topi powierzchnię podłoża, tworząc jeziorko stopu, w którym materiał powłoki łączy się z podłożem.
4. Szybkie chłodzenie:Warstwa stopiona ulega szybkiemu schłodzeniu i zestaleniu, tworząc warstwę stopioną związaną metalurgicznie z materiałem bazowym.
II. Skład sprzętu
1. System laserowy
- Typ lasera:laser światłowodowy, Laser CO₂, laser półprzewodnikowy.
- Zakres mocy: zwykle pomiędzy500 WI10 kW, w zależności od wymagań procesu.

2. System podawania proszku/drutu
-Podajnik proszku:Precyzyjna kontrola dostaw materiału okładzinowego w celu zapewnienia jednorodności warstwy okładzinowej.
- Podajnik drutu: Nadaje się do grubszych warstw powłoki.

3. System ruchu CNC
- Platforma CNC 3-osiowa/5-osiowa: kontroluje ruch głowicy laserowej lub obrabianego przedmiotu w celu realizacji złożonych kształtów powłok.
- System robotyczny: nadaje się do obróbki skomplikowanych elementów pod wieloma kątami.

4. Układy chłodzenia
- Chłodzenie lasera: Zwykle stosuje się system chłodzenia wodnego, aby zapewnić stabilną pracę lasera.
- Chłodzenie przedmiotu obrabianego: zapobiega odkształceniom lub pogorszeniu wydajności na skutek przegrzania.

5. System automatycznego sterowania
- System oprogramowania:CHAM/KRZYWKAprogramowanie wspomagające produkcję zautomatyzowaną.
- System monitorowania: monitorowanie w czasie rzeczywistym temperatury, mocy lasera i stanu stopionego metalu podczas procesu topienia.
III. Cechy i zalety procesu
1. Wysoka precyzja i wydajność
- Precyzyjna kontrola wiązki laserowej i możliwość regulacji grubości warstwy okładziny w zakresie0,1-5 mm.
- Zautomatyzowany system sterowania zapewnia spójność i wydajność przetwarzania.
2. Wysoka kompatybilność materiałowa
- Obsługuje różnorodne materiały okładzinowe:na bazie żelaza, na bazie niklu, stopy na bazie kobaltuImateriały kompozytowe.
- Umożliwia wykonanie okładzin kompozytowych z różnych materiałów i poprawę ich wydajności.
3. Mała strefa wpływu ciepła
- Napawanie laserowe z lokalnym nagrzewaniem, niewielka deformacja podłoża, odpowiednie do precyzyjnej obróbki części.
4. Wiązanie metalurgiczne
- Metalurgiczne połączenie warstwy okładzinowej z materiałem bazowym, wysoka wytrzymałość połączenia, zapobiegająca problemom rozwarstwiania się lub łuszczenia.
5. Naprawa i wzmocnienie
- Nadaje się do naprawy zużytych lub uszkodzonych części o dużej wartości, takich jak formy, łożyska, części silnika itp.
IV.Obszary zastosowań
•Produkcja i naprawa form
•Lotnictwo i kosmonautyka
•Przemysł samochodowy
•Przemysł petrochemiczny
•Ciężki sprzęt
V. Kluczowe punkty wyboru sprzętu
1. Wymagania dotyczące mocy lasera
- Okładziny cienkowarstwowe:500W-2kW
- Spawanie grubowarstwowe:3kW-10kW
2. Precyzja przetwarzania
- Jeśli wymagana jest wysoka precyzja, należy wybrać sprzęt wyposażony w układ sterowania w pętli zamkniętej.
3. Rodzaj materiału topionego
- Wybierz odpowiedni system podawania proszku lub drutu, biorąc pod uwagę materiał obrabianego przedmiotu i przeznaczenie środowiska.
4. przestrzeń robocza i elastyczność
- Upewnij się, że zakres ruchu stołu roboczego lub ramienia robota spełnia wymagania produkcyjne.
VI.Trend rozwoju przyszłości
1. Inteligentne sterowanie
- Integracja sztucznej inteligencji i uczenia maszynowego w celu optymalizacji parametrów procesu powlekania i poprawy jakości przetwarzania.
2. Technologia okładzin kompozytowych
- Opracowanie wielowarstwowych okładzin z materiałów kompozytowych spełniających wymagania wyższych parametrów użytkowych.
3. Ochrona środowiska i oszczędność energii
- Opracowanie bardziej wydajnego i energooszczędnego systemu napawania laserowego w celu ograniczenia zużycia zasobów.
Automatyczny sprzęt do napawania i spawania laserowegojest ważnym narzędziem technicznym w nowoczesnym przemyśle wytwórczym, szeroko stosowanym w różnych dziedzinach zaawansowanej produkcji i napraw ze względu na wysoką precyzję, automatyzację i kompatybilność materiałową.
Czas publikacji: 02.12.2024