प्लाज्मा ट्रान्सफर आर्क टर्च (PTA टर्च) प्लाज्मा ट्रान्सफरर्ड आर्क (PTA) मेसिनको केन्द्रबिन्दु हो, जुन प्लाज्मा आर्क उत्पन्न गर्न र मिश्र धातुको पाउडरलाई वेल्ड क्षेत्रमा ठीकसँग पुर्याउन जिम्मेवार हुन्छ। यसको संरचना र कार्य सिद्धान्त सामान्य वेल्डिङ टर्च भन्दा फरक छ, उच्च परिशुद्धता र स्थिरताका साथ।
१. संरचनात्मक घटकहरू
दPTA वेल्डिंग टर्चमुख्यतया निम्न भागहरू मिलेर बनेको छ:
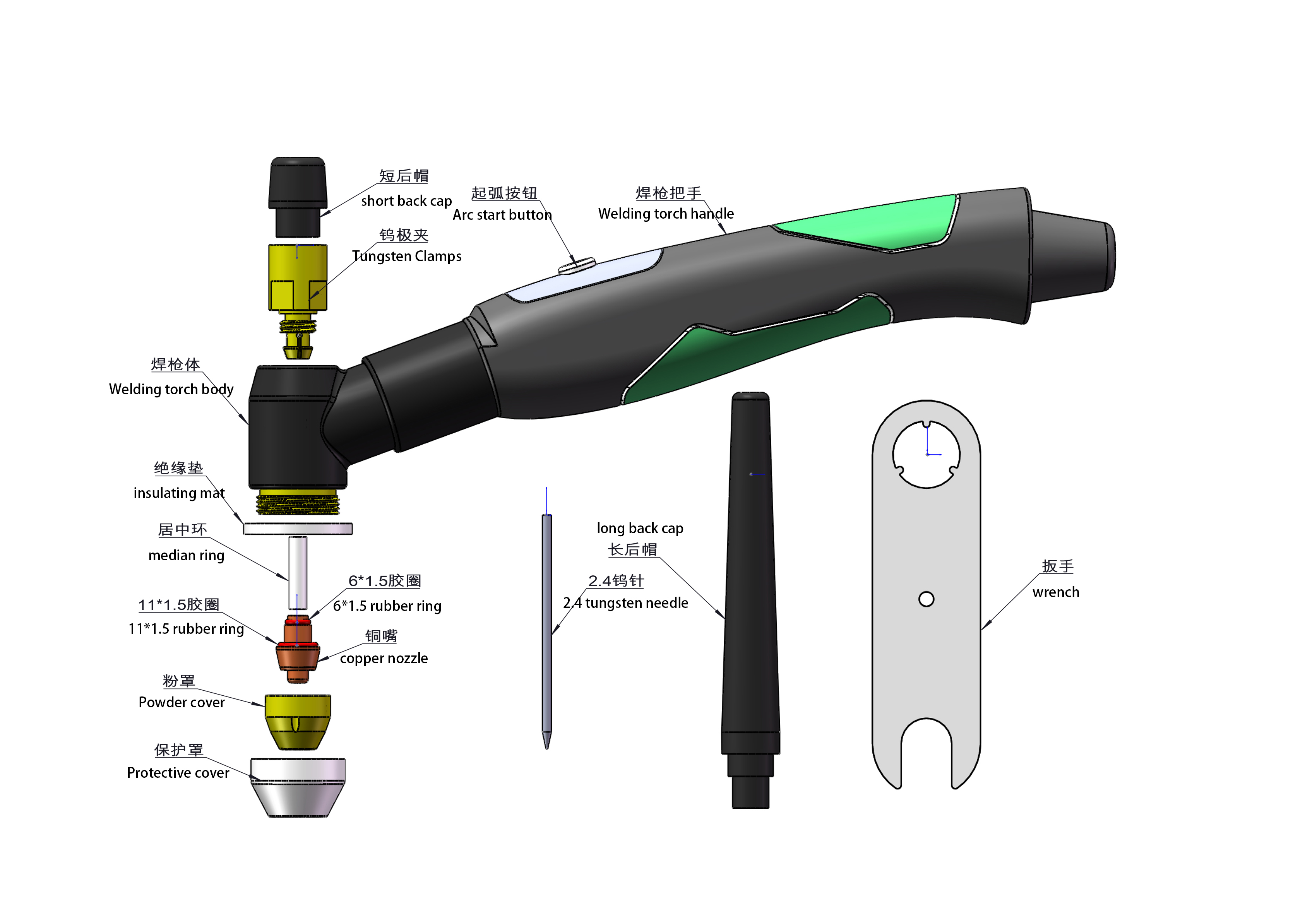
क्याथोड (टंगस्टन इलेक्ट्रोड): प्लाज्मा आर्क उत्पादन गर्ने मुख्य घटक, सामान्यतया उच्च तापक्रम र जंग प्रतिरोधी टंगस्टन सामग्रीबाट बनेको हुन्छ।
एनोड (नोजल): प्लाज्मा आर्कलाई निर्देशित गर्दछ र आर्क स्तम्भलाई केन्द्रित गर्दछ, जुन सामान्यतया तामाबाट बनेको हुन्छ ताकि तापको अपव्यय सुधार होस्।
पाउडर खुवाउने प्रणाली: प्लाज्मा आर्कमा मिश्र धातुको पाउडरलाई समान रूपमा खुवाउन प्रयोग गरिन्छ, ताकि यो पग्लियोस् र वर्कपीसको सतहमा जम्मा होस्।
सुरक्षात्मक ग्यास च्यानल: वेल्डिंग क्षेत्रमा अक्सिडाइजेसन रोक्नको लागि आर्गन वा हेलियम सामान्यतया प्लाज्मा ग्यास र सुरक्षात्मक ग्यासको रूपमा प्रयोग गरिन्छ।
शीतलन प्रणाली: उच्च-तापमान सञ्चालनको समयमा वेल्डिंग टर्चको स्थिरता सुनिश्चित गर्न पानी शीतलन प्रयोग गरिन्छ।
२. कार्य सिद्धान्त
आर्क इनिसिएसन चरण: उच्च आवृत्ति र उच्च भोल्टेज पल्सले टंगस्टन इलेक्ट्रोड र नोजल (सानो करेन्ट, स्थिर आर्क इनिसिएसन) बीच गैर-ट्रान्सफर आर्क उत्पन्न गर्दछ।
प्लाज्मा चाप गठन: प्लाज्मा ग्यास (जस्तै आर्गन) नोजल मार्फत, उच्च तापक्रम चाप आयनीकरण द्वारा उच्च ऊर्जा प्लाज्मामा, र नोजल मार्फत वर्कपीसको सतहमा, स्थानान्तरण चाप (मुख्य चाप) को गठन।
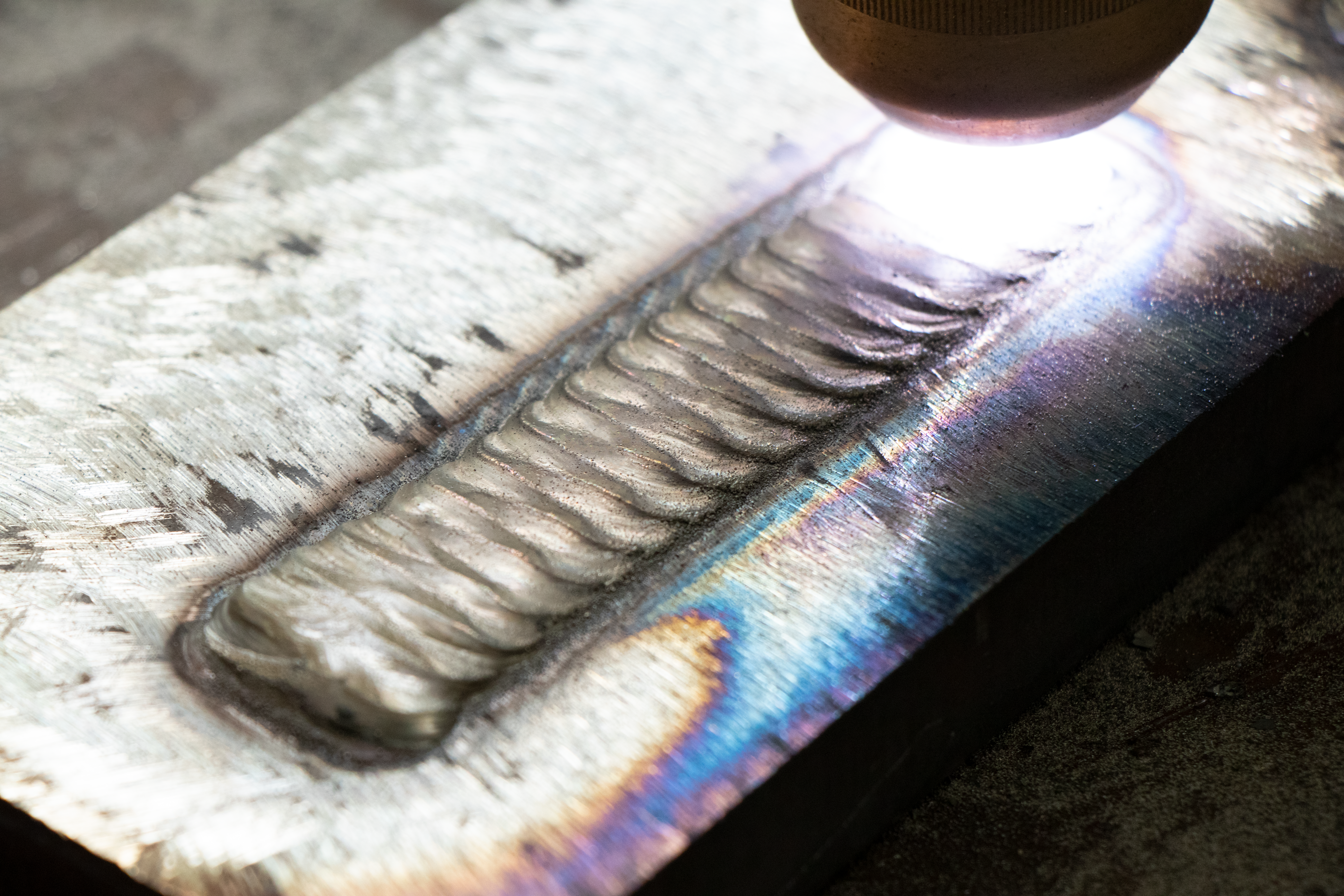
पाउडर खुवाउने र पग्लने: मिश्र धातुको पाउडरलाई पाउडर फिडर मार्फत प्लाज्मा आर्क क्षेत्रमा समान रूपमा खुवाइन्छ, तुरुन्तै पग्लिन्छ र बाक्लो कोटिंग बनाउन वर्कपीसको सतहमा स्प्रे गरिन्छ।
धातुकर्म सम्बन्ध: पग्लिएको पाउडरलाई आधार सामग्रीसँग धातुकर्मको रूपमा बाँधेर उच्च-शक्ति, पहिरन-प्रतिरोधी क्ल्याडिङ तह बनाइन्छ।
३. सुविधाहरू र फाइदाहरू
उच्च ऊर्जा घनत्व: लामो, पातलो चाप स्तम्भहरू, उच्च तापक्रम (२०,००० डिग्री सेल्सियस सम्म), पग्लने गहिराइ र कोटिंग मोटाईको सटीक नियन्त्रण।
सानो ताप-प्रभावित क्षेत्र: सब्सट्रेट विकृति र थर्मल तनाव कम गर्दछ, वर्कपीसको आयामी स्थिरता सुधार गर्दछ।
उच्च सामग्री उपयोग दर: पाउडर सामग्री उपयोग दर ९०% भन्दा बढी छ, जुन किफायती छ।
उत्कृष्ट कोटिंग गुणस्तर: बाक्लो कोटिंग, कुनै छिद्र छैन, उच्च धातुकर्म बन्धन शक्ति, उत्कृष्ट घर्षण र जंग प्रतिरोध।
४. सामान्यतया प्रयोग हुने सामग्री र अनुप्रयोगहरू
मिश्र धातु पाउडर सामग्रीहरू: कोबाल्ट-आधारित, निकल-आधारित, फलाम-आधारित, टंगस्टन कार्बाइड र अन्य पहिरन-प्रतिरोधी, जंग-प्रतिरोधी मिश्र धातु पाउडर।
विशिष्ट अनुप्रयोग क्षेत्रहरू:
तेल र ग्याँस: भल्भ, ड्रिल बिट र पम्प बडीहरूको लागि पहिरन-प्रतिरोधी र जंग-प्रतिरोधी कोटिंगहरू।
इन्जिनियरिङ मेसिनरी: शाफ्ट, रोल, गियर, मोल्ड सतह बलियो बनाउने र मर्मत गर्ने।
धातु उद्योग: रोल, मोल्ड, भल्भ सिट र अन्य भागहरूको सतह सतह र मर्मत।
५. प्रयोगको लागि सावधानीहरू
टंगस्टन इलेक्ट्रोड सुरक्षा: अक्सिडाइजेसन र बर्नआउट रोक्नुहोस्, इलेक्ट्रोडको आयु लम्ब्याउनुहोस्।
नोजल कूलिंग: नोजल अत्यधिक तातो हुने क्षतिबाट बच्न राम्रो पानी कूलिंग प्रभाव कायम राख्नुहोस्।
पाउडर फिडिङ स्थिरता: असमान कोटिंग मोटाई वा स्ल्यागिङ दोषहरूबाट बच्न एकरूप पाउडर फिडिङ सुनिश्चित गर्नुहोस्।
सुरक्षा सुरक्षा: उच्च तापक्रम, उच्च भोल्टेज सञ्चालन, सुरक्षात्मक मास्क, पन्जा र अन्य सुरक्षा उपकरणहरूले सुसज्जित हुनुपर्छ।
६. अन्य वेल्डिङ विधिहरूसँग तुलना
प्लाज्मा आर्क वेल्डिङ (PAW) सँग: PTA वेल्डिङ मुख्यतया सतह क्ल्याडिङ र बलियो बनाउन प्रयोग गरिन्छ, जबकि PAW प्रायः पेनिट्रेसन वेल्डिङको लागि प्रयोग गरिन्छ।
लेजर सतहसँग तुलना: PTA वेल्डिङ सस्तो छ र सामग्रीको फराकिलो दायरामा लागू हुन्छ; यद्यपि, लेजर सतहमा सानो ताप-प्रभावित क्षेत्र र उच्च परिशुद्धता हुन्छ।
प्लाज्मा स्प्रेइङको साथ: PTA वेल्डिङ धातुकर्म बन्धन हो, उच्च कोटिंग बल; प्लाज्मा स्प्रेइङ मेकानिकल बन्धन हो, पातलो तह कोटिंगको लागि उपयुक्त।
पोस्ट समय: फेब्रुअरी-१९-२०२५