Soldatura TIG (soldatura TIG, vel soldadura gasis inertis tungsteni) est genus processus soldaturae arcus electrici utens electrodis tungsteni non fusis, sub protectione gasis inertis (praesertim argonis). Processus hic late notus est propter qualitatem optimam soldaturae et adhibetur ad amplam varietatem materiarum soldaturae, praesertim ad soldandum chalybem inoxidabilem, aluminium, magnesium et eius mixturas, aliasque materias metallicas refractarias vel facile oxidabiles.
Principium operationis soldadurae TIG
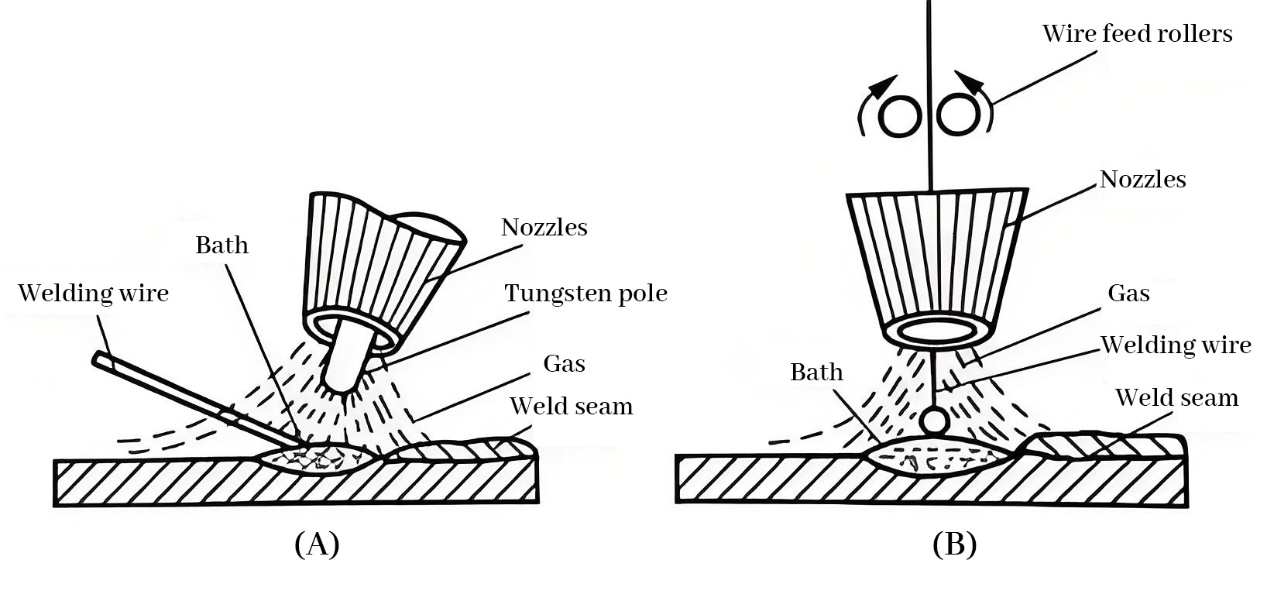
Principium fundamentale soldadurae TIG est arcum inter electrodum tungstenum et rem laboris producere, alta temperatura ab arcu generata ad rem liquefaciendam utens, ita ut iunctura sudatoria formetur. In processu soldadurae, electrodum tungstenum non liquefacit, sed gas iners (plerumque argon) ad zonam arcus et stagnum liquefactum protegendum adhibetur, ne oxygenium atmosphaericum, nitrogenium, aliaeque contaminationes suturae contineantur, et qualitas suturae confirmetur.
Partes soldadurae TIG
1. Machina ad soldandum: ad praebendum currentem et ad regendum arcus potentiam adhibetur.

2. Electrodum tungsteni: ut electrodum non liquefaciens, resistentia temperaturae altae, non facile consumenda, proprietates ad soldaduram TIG aptissimas facit.
3. Fax: Instrumentum principale ad soldaduram TIG, fax electrodum tungstenum continet, dum gas iners per caput faces fluit ad arcum et lacum liquefactum protegendum.
4. Gas iners (argon): praecipue ad arcum et piscinam liquefactam protegendam adhibetur, ne area soldadurae oxygenio et nitrogenio in aere contaminetur.
5. Metallum implens (si placet): pro necessitate, filum manu impletum ad materiam suturae supplendam adhiberi potest.
Commoda soldadurae TIG
1. Alta qualitas soldadurae: propter vim protectivam gasi argonis, processus soldadurae non facile oxidatur, soldadura est levis, nulla sparsa, pauciores vitia soldadurae.
2. Alta praecisione soldadurae: apta ad laminam tenuem, partes precisae soldadurae, arcum parvum moderari potest, soldaduram subtilissimam praebens.
3. Applicatio multi-materiae: Soldatura TIG apta est ad soldandam varietatem materiarum, praesertim chalybem inoxidabilem, aluminium, titanium, nicculum et eius mixturas, aliaque metalla non-ferrea.
4. Operatio flexibilis: variis positionibus conglutinari potest, apta variis positionibus conglutinandi (conglutinando planum, conglutinando verticale, conglutinando retro, etc.).
Incommoda soldadurae TIG
1. tardior: propter operationem subtilem, celeritas soldadurae relative tarda est, praesertim in magnis locis vel laminis crassis soldadura non tam efficax est quam aliae methodi.
2. Complexitas instrumentorum et sumptus altus: necessitas instrumentorum specialium, ut electroda tungsteni, copia gasi inertis, etc., sumptum et complexitatem soldadurae auget.
3. Altae necessitates peritiae operandi: Altae sunt necessitates peritiae operandi pro ferratore, incipientibus maiorem difficultatem est in arte perficienda, praesertim in stabilitate arcus conservanda et moderatione piscinae liquefactae certa experientia requiritur.
Applicatio soldadurae TIG
Soldatura TIG late adhibetur in sequentibus campis propter summam praecisionem et effectum soldaturae summae qualitatis:
1. aërospatialis: Ferruminatio TIG vulgo adhibetur ad metalla altae firmitatis et mixturas leves in aërospatiali conglutinandas, ut aluminium, mixturas magnesii, titanium et cetera.
2. Industria nuclearis: necessitas magnae fortitudinis, resistentiae corrosionis et effectus altae temperaturae materiae ad soldaduram, ut chalybis inoxidabilis et mixturae niccoli fundatae.
3. fabricatio autocinetorum: praecipue ad ferruminationem partium autocinetorum summae praecisionis adhibetur, praesertim corpus e mixtura aluminii et fistulas exhaustorias e chalybe inoxidabili confectas.
4. industria petrochemica: soldadura TIG late adhibetur in ferri immaculati, receptaculis aluminii et soldadura fistularum.
5. industria navalis: ad naves in lamina tenui, mixtura aluminii et partes chalybis inoxidabilis conglutinandas adhibetur.
Gradus processus soldadurae TIG
1. Praeparatio:
Locum ferrurae purga et impuritates ut adipem et cutem oxydatam in superficie remove.
Secundum crassitudinem materiae fabricandae, diametrum aptam electrodi tungsteni elige.
Currentem soldandi et fluxum gasi argonis aptum constitue.
2. Ignitio: Arcus altae frequentiae vel arcus contactus ignitionis, ita ut arcus inter electrodum tungstenicum et rem lavorandam formetur.
3. Imperium piscinae liquefactae: opifex ferrarius longitudinem et situm arcus peritus esse, magnitudinem et formam piscinae liquefactae moderari debet ut uniformitas suturae efficiatur.
4. Metallum adimplens (facultativum): Si materia suturae addita requiritur, filum manu impleri potest dum arcus metallum liquefacit.
5. Arcus extinctus et refrigeratio: Postquam soldadura peracta est, arcum lente extingue et gas argonianum ad refrigerationem transmittere perge, ne soldadura et electrodi tungstenici oxidatio fiat.
Cautelae pro soldadura TIG
1. Selectio et tritura electrodi tungsteni: genus et forma electrodi tungsteni (forma apicis) magnum momentum in stabilitate arcus habent; secundum materiam ferrariam, aptum electrodum tungsteni eligendum est (velut cerium tungstenum, thorium tungstenum, tungstenum purum, etc.).
2. Imperium fluxus gasis: fluxus argonii nimis magnus vel nimis parvus effectum soldadurae afficiet; fluxus nimis magnus turbulentiam fluxus gasis ducere potest; nimis parvus non satis praesidii praebet.
3. Mensurae tutelares: Si temperatura arcus ferrariae TIG alta est, et si radius lucis emittitur, ferrariae larvas, chirothecas, aliaque instrumenta tutelaria gerere debent, ne arcus ignis ex ustionibus vel oculis laedatur.
4. Temperatura piscinae liquefactae moderatio: necesse est semper temperaturae piscinae liquefactae in processu soldadurae attendere, ne nimium calefactio ad deformationem materiae vel vitia soldadurae ducat.
Vitia communia soldadurae TIG
1. Porositas: fluxus gasis protectoris insufficiens vel superficies materiae non munda, ad formationem porositatis ducere potest.
2. non conglutinata: fluxus ferrariae insufficiens est vel operatio impropria, quae efficit ut ferruminatio et materia non plene conglutinata sit.
3. Fissurae: Fissurae oriri possunt cum refrigeratio nimis celeris est durante soldadura vel cum materia nimium tensionis internae subit.
Soldatura TIG est processus late adhibendus cum alta qualitate soldaturae, qui praecipue aptus est materiis metallicis ubi altae sunt requisita qualitatis soldaturae. Attamen, propter operationem complexam et apparatum sumptuosum, plerumque adhibetur in occasionibus ubi altae sunt requisita qualitatis soldaturae. Peritia in technologia soldaturae arcus argonii requirit ut soldatores magnam experientiam et gradum technicum habeant.
Tempus publicationis: XXX Septembris, MMXXIV