Celeriter technologiae industrialis progressu, chalybs inoxidabilis late adhibetur ut materia corrosioni resistens, magnae firmitatis et aspectu grata in variis applicationibus, ut in constructione, autocinetis, industria aëronautica et ciborum confectione. Attamen, propter proprietates suas physicas et chemicas singulares, processus ferri inoxidabilis ad suendum multis difficultatibus obviam it. In hoc articulo, difficultates ferri inoxidabilis ad suendum, methodos communes ad suendum, et optimas rationes ad adiuvandos eos qui in industria laborant, qualitatem et efficaciam suendi emendare, accurate tractabimus.
Difficultates soldadurae chalybis inoxidabilis
1. Oxidatio et discoloratio altae temperaturae

In processu soldadurae altae temperaturae, superficies chalybis inoxidabilis oxidationi obnoxia est, formationi pelliculae oxidi, quae mutationes coloris in soldadura et zona calore affecta efficit. Hoc non solum aspectum afficit, sed etiam resistentiam corrosionis materiae debilitat. Ne hoc fiat, plerumque necesse est gas protectivum vel decaptationem et passivationem post soldaduram adhibere.
2. Sensibilitas fissurae thermalis
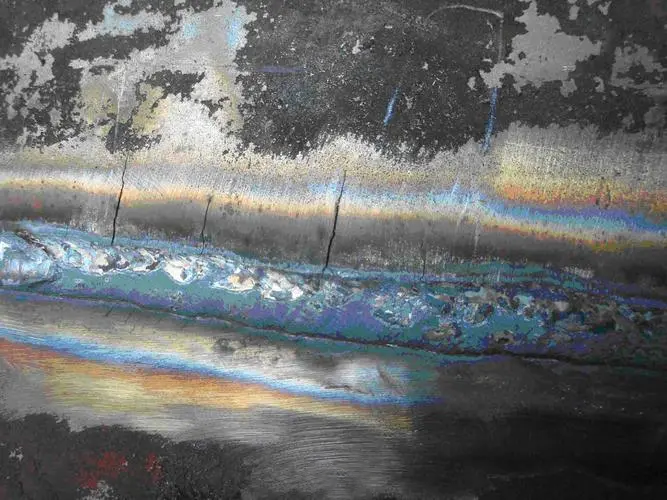
Praesertim chalybs inoxidabilis austeniticus obnoxius est fissuris thermalibus durante processu refrigerationis soldadurae propter altum coefficientem expansionis thermalis et humilem conductivitatem thermalem. Fissurae thermales plerumque in metallo soldadurae vel zona calore affecta fiunt, quae ad defectum structurae soldadurae in casibus gravibus ducere potest. Ut periculum fissurarum thermalium minuatur, necesse est parametros processus soldadurae stricte moderari et materias soldadurae idoneas eligere.
3. Deformatio ferulationis

Cum chalybs inoxidabilis magnum coefficientem expansionis thermalis habeat, processus soldadurae magnas tensiones thermales producet, quae deformationem partis soldadurae efficiunt. Hoc praecipue manifestum est in structuris magnis vel partibus tenuibus parietibus, quae accuratam dimensionum qualitatemque aspectus producti afficere possunt. Rationabiles mensurae prehensionis et anti-deformationis adhibendae sunt ad deformationem soldadurae cohibendam.
4. Praecipitatio nitridorum et carburorum
In processu soldadurae altae temperaturae, nitrogenium et carbo in chalybe inoxidabili cum chromio reagere possunt ad nitrida et carbura formanda, quae praecipitata resistentiam corrosionis et duritiam materiae minuent. Moderatio caloris soldadurae immissi, selectio materiarum soldadurae idonearum, et subsequens tractatio caloris est clavis ad hoc phaenomenon prohibendum.
5.Sparsiones et contaminationes soldadurae

Sparsiones et sordes, quae per processum soldadurae generantur, superficiei soldadurae et materiae basis adhaerere possunt, qualitatem et aspectum soldadurae afficientes. Hoc usum idoneorum processuum soldadurae et mensurarum tutelarum requirit, ut usus currentis soldadurae parvae sparsionis et gasis protectoris soldadurae.
Methodi soldadurae chalybis inoxidabilis
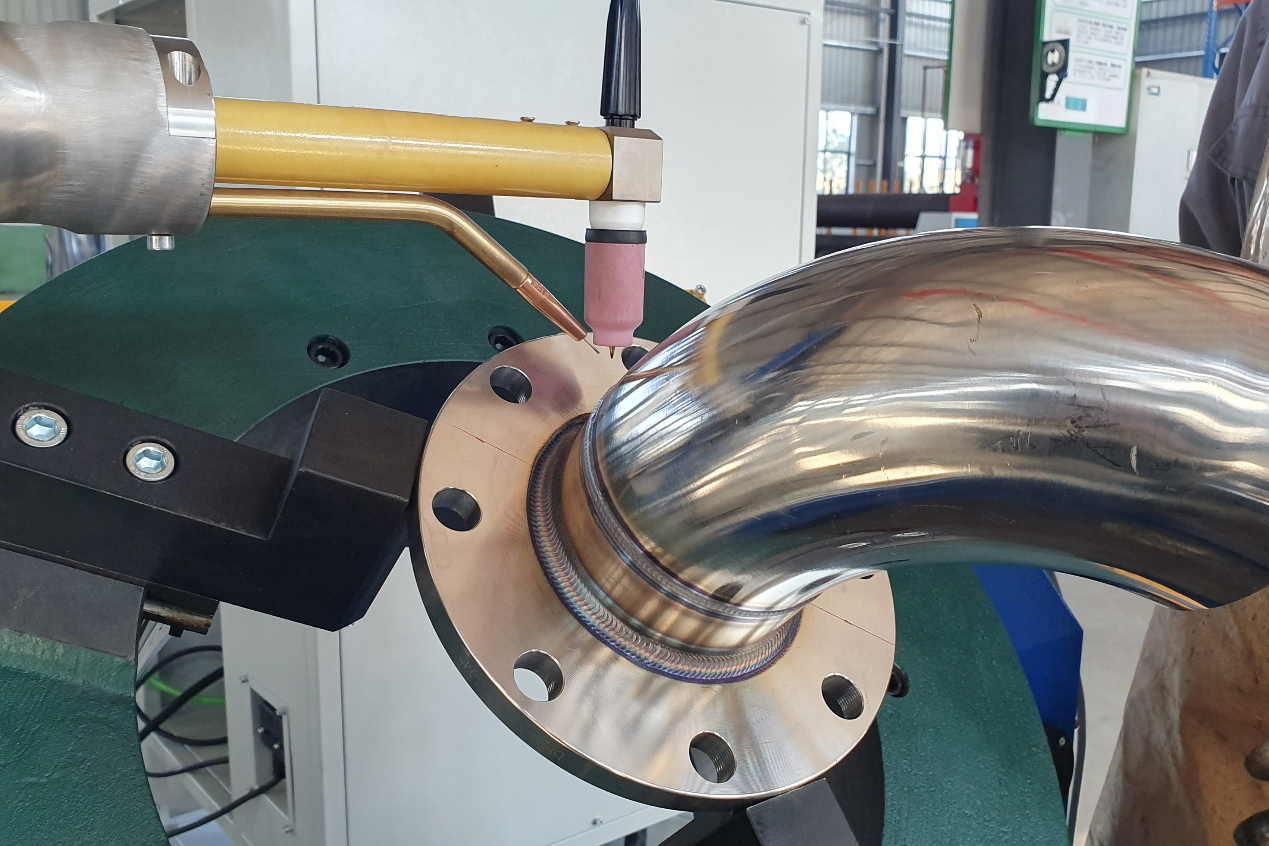
1. Arcus tungsteni argonii soldandus (TIG)
Soldatura TIGMethodus est soldadurae quae electrodo tungsteno non consumibili et protectione gasi inerti (e.g., argon) utitur, et praecipue apta est ad chalybes inoxidabiles tenuibus parietibus soldadurae. Soldatura TIG suturam soldadurae altae qualitatis et lenem praebet, et vulgo adhibetur in locis ubi soldadura altae praecisionis requiritur, ut in industria aëronautica et apparatu medico. Ad efficientiam soldadurae augendam, technologia soldadurae TIG pulsatilis adhiberi potest ad ulterius reducendum influxum caloris et distortionem.
2. Soldatura Electrodo Liquefacto Gase Protecto (MIG)
Soldatura MIG electrodum liquefactum et protectionem gasis inertis adhibet, aptam ad laminas chalybis inoxidabilis mediocri crassitudine soldandas, magna cum productivitate. Adaptando fluxum electricum, tensionem et celeritatem soldandi, sparsionem soldandi et formam lacus liquefacti efficaciter moderari potes. Ad qualitatem soldandi emendandam, protectionem gasis mixti, ut mixturam argonis et dioxidi carbonis, adhibere potes.
3. Soldatura Arcus Plasmatis (PAW)
Soldatura Arcus Plasmatis(PAW) est technologia soldadurae altae praecisionis quae arcum plasmatis ut fontem caloris adhibet ad calorem soldadurae concentratum et stabilem praebendum. PAW apta est ad applicationes soldadurae quae requirunt...alta qualitas et humilis distortio, qualia sunt fabricatio instrumentorum accuratiorum et apparatuum summae qualitatis. Comparata cum soldadura TIG, PAW celeriores celeritates soldadurae et minorem zonam calore affectam offert.
4. Soldatura Laser
Soldatura lasericaRadium lasericum altae densitatis energiae ut fontem caloris utitur, qui commodis celeritatis suturae, distortionis humilis, et zonae calore affectae parvae praeditus est, et praecipue aptus est ad necessitates suturae altae praecisionis et altae efficientiae.Soldatura lasericaaptum est ad soldandas partes structurales tenues et complexas, ut componentes electronicos et fabricationem partium autocineticarum.
5. Soldatura punctorum resistentiae
Resistentia punctorum sutura calorem a currente electrico per punctum contactus generatum ad suturam adhibet, vulgo in tenuibus nexibus chalybis inoxidabilis, ut in fabricatione carrorum autocinetorum et involucrorum instrumentorum, adhibetur. Methodus celeris est, parvis iuncturis suturae, et apta productioni magnae.
Optimae Rationes pro Ferruminatione Chalybis Inoxidabilis
Ad suturam chalybis inoxidabilis summae qualitatis efficiendam, hae sunt optimae rationes in industria late agnitae:
1. Purgatio Superficiei
Antequam ferrum incipiant, superficies chalybis inoxidabilis diligenter purgandae sunt ut adipem, oxida, et alia sordes removeantur, ne vitia ferraria fiant. Purgatio fieri potest detergentibus chemicis vel instrumentis mechanicis ad molendum.
2. Imperium caloris inputati
Caloris influxum moderare potes currentem, tensionem, et celeritatem soldadurae adaptando, ne nimius calor influxus ad nimium calorem metalli soldadurae ducat, quod vicissim periculum fissurarum thermalis et distortionis soldadurae minuit.
3. Usus gasis protectoris
Gas protectorium idoneum (e.g., argon purum vel helium) in soldadura adhibendum est, ne locus soldadurae cum aere in contactum veniat et ne oxidatio et nitridatio fiant. Materiis crassis parietibus, duplex stratum gasis protectorii adhiberi potest ad effectum protectorium augendum.
4. Praecalefactio et post-calorem tractatio
Pro chalybe inoxidabili crassis parietibus vel chalybe inoxidabili alto carbonio, praecalefactio ante soldaduram et curatio caloris post soldaduram tensionem thermalem et rimas minuere potest. Temperatura praecalefactionis et temperatura curationis caloris secundum genus materiae et processum soldadurae eligendae sunt.
5. Selectio materiae ad suendum idoneae
Materias ferrarias adhibe quae materiae basi congruunt, ut metallum ferruminatum et materia basis similes compositionem chemicam et proprietates mechanicas habeant, quo robur et resistentia corrosionis iuncturae ferrariae conserventur.
6. Examen qualitatis soldadurae
Postquam soldadura peracta est, inspectio qualitatis soldadurae, qualis est inspectio radiographica, inspectio ultrasonica, et inspectio penetrationis tincturae, peragenda est ut iuncturae soldadurae a vitiis, ut fissuris, porositate, et scoria inclusa, liberae sint.
Prospectus Futuri
Progressus scientiae et technologiae, technologia ferri inoxidabilis ad efficientiam magnam, intelligentiam, et viriditatem perget evolvere. In futuro, robota ferraria automatica et systemata gubernationis ferrariae intellegentia efficacitatem et qualitatem ferrariae ulterius augebunt. Simul, investigatio et progressus technologiae ferrariae ecologicae etiam directio magni momenti fiet ad emissiones gasorum noxiorum et iacturam materiae in processu ferrariae reducendas.
Tempus publicationis: Iun-XX-MMXXIV