مع التطور السريع للتكنولوجيا الصناعية، يُستخدم الفولاذ المقاوم للصدأ على نطاق واسع كمادة مقاومة للتآكل، عالية المتانة، وذات مظهر جمالي في تطبيقات متنوعة كالبناء، والسيارات، والفضاء، وتصنيع الأغذية. ومع ذلك، ونظرًا لخصائصه الفيزيائية والكيميائية الفريدة، تواجه عملية لحام الفولاذ المقاوم للصدأ عددًا من التحديات. في هذه المقالة، سنناقش بالتفصيل تحديات لحام الفولاذ المقاوم للصدأ، وطرق اللحام الشائعة، وأفضل الممارسات لمساعدة العاملين في هذا المجال على تحسين جودة وكفاءة اللحام.
تحديات لحام الفولاذ المقاوم للصدأ
1. الأكسدة وتغير اللون عند درجات الحرارة العالية

في عملية اللحام بدرجة حرارة عالية، يكون سطح الفولاذ المقاوم للصدأ عرضةً للأكسدة وتكوّن طبقة أكسيد، مما يؤدي إلى تغير لون منطقة اللحام والمنطقة المتأثرة بالحرارة. لا يؤثر هذا على المظهر الجمالي فحسب، بل يُضعف أيضًا مقاومة المادة للتآكل. ولمنع حدوث ذلك، يُنصح عادةً باستخدام غاز واقٍ أو التخليل والتخميل بعد اللحام.
2. حساسية التشققات الحرارية
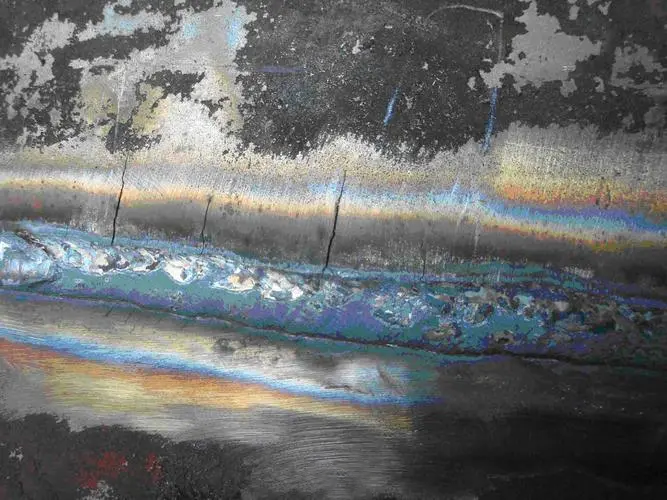
يُعدّ الفولاذ المقاوم للصدأ الأوستنيتي، على وجه الخصوص، عرضةً للتشقق الحراري أثناء عملية تبريد اللحام، وذلك بسبب معامل تمدده الحراري العالي وموصليته الحرارية المنخفضة. يحدث التشقق الحراري عادةً في معدن اللحام أو المنطقة المتأثرة بالحرارة، وقد يؤدي في الحالات الشديدة إلى انهيار الهيكل الملحوم. ولتقليل مخاطر التشقق الحراري، من الضروري التحكم بدقة في معايير عملية اللحام واختيار مواد اللحام المناسبة.
3. تشوه اللحام

نظراً لارتفاع معامل التمدد الحراري للفولاذ المقاوم للصدأ، فإن عملية اللحام تُنتج إجهادات حرارية كبيرة، مما يؤدي إلى تشوه منطقة اللحام. ويتضح هذا الأمر جلياً في الهياكل الكبيرة أو الأجزاء ذات الجدران الرقيقة، مما قد يؤثر على دقة الأبعاد وجودة مظهر المنتج. لذا، من الضروري استخدام وسائل تثبيت مناسبة وتدابير مضادة للتشوه للتحكم في تشوه اللحام.
4. ترسيب النتريد والكربيد
في عملية اللحام بدرجة حرارة عالية، قد يتفاعل النيتروجين والكربون الموجودان في الفولاذ المقاوم للصدأ مع الكروم لتكوين نتريدات وكربيدات، مما يقلل من مقاومة التآكل ومتانة المادة. ويُعدّ التحكم في كمية الحرارة المُدخلة للحام، واختيار مواد اللحام المناسبة، والمعالجة الحرارية اللاحقة، عوامل أساسية لمنع هذه الظاهرة.

قد تلتصق الشظايا والملوثات المتولدة أثناء عملية اللحام بسطح اللحام والمادة الأساسية، مما يؤثر على جودة اللحام ومظهره. لذا، يتطلب الأمر استخدام عمليات لحام مناسبة وتدابير وقائية، مثل استخدام تيار لحام منخفض الشظايا وغاز واقٍ للحام.
طرق لحام الفولاذ المقاوم للصدأ
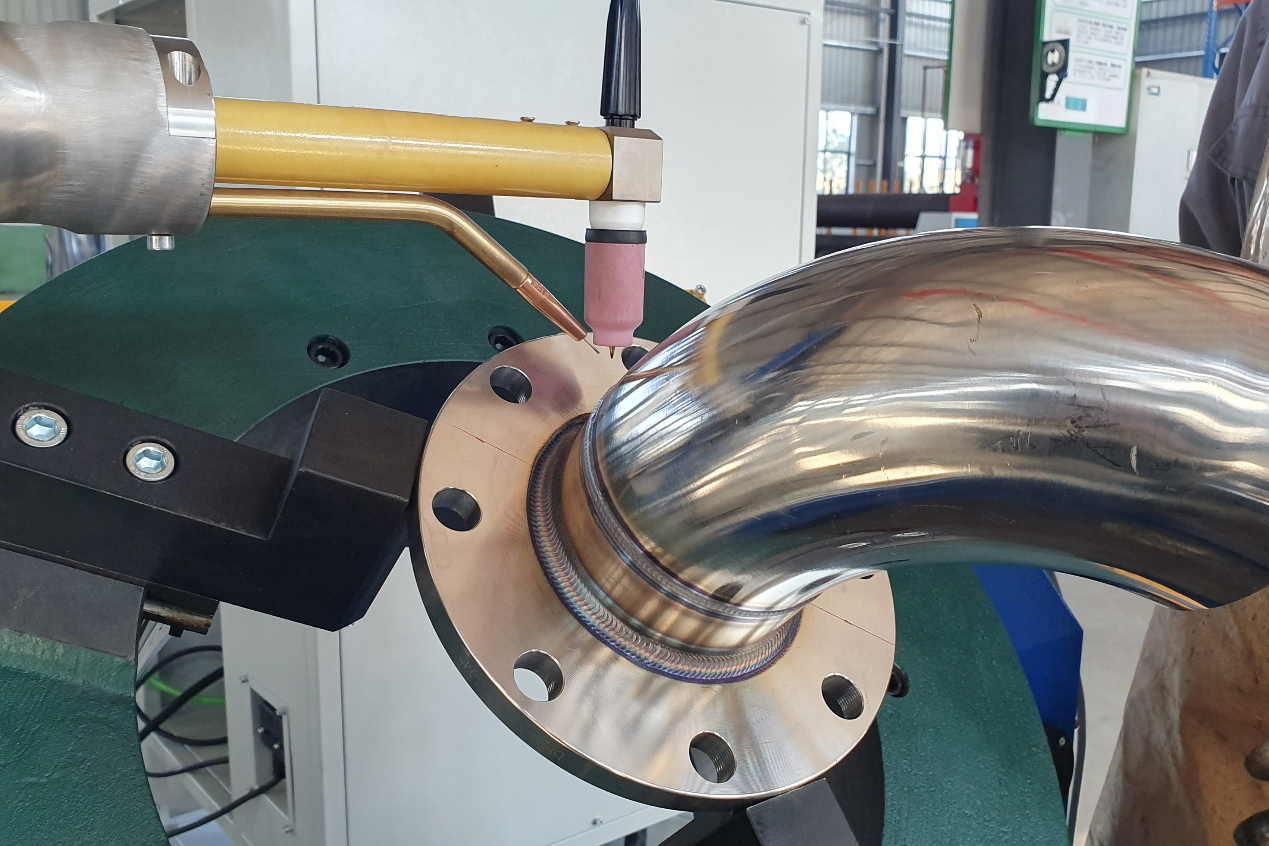
1. لحام القوس الكهربائي بالتنغستن والأرجون (TIG)
لحام TIGتُعدّ لحام القوس الكهربائي بالغاز الخامل (TIG) طريقة لحام تستخدم قطبًا كهربائيًا من التنجستن غير قابل للاستهلاك، مع استخدام غاز خامل (مثل الأرجون) للحماية، وهي مناسبة بشكل خاص للحام الفولاذ المقاوم للصدأ ذي الجدران الرقيقة. يوفر لحام TIG خط لحام عالي الجودة وناعم، ويُستخدم عادةً في المجالات التي تتطلب لحامًا عالي الدقة، مثل صناعة الطيران والمعدات الطبية. ولتحسين كفاءة اللحام، يمكن استخدام تقنية لحام TIG النبضي لتقليل الحرارة المُدخلة والتشوه بشكل أكبر.
2. اللحام باستخدام الغاز المحمي بالإلكترود المنصهر (MIG)
تستخدم لحام MIG قطبًا كهربائيًا منصهرًا وغازًا خاملًا للحماية، وهو مناسب للحام ألواح الفولاذ المقاوم للصدأ متوسطة السماكة، ويتميز بإنتاجية عالية. من خلال ضبط التيار والجهد وسرعة اللحام، يُمكن التحكم بفعالية في تناثر اللحام وشكل حوض اللحام المنصهر. ولتحسين جودة اللحام، يُمكن استخدام غازات مختلطة للحماية، مثل خليط من الأرجون وثاني أكسيد الكربون.
3. لحام القوس البلازمي (PAW)
لحام القوس البلازميتُعدّ تقنية اللحام بالقوس البلازمي (PAW) تقنية لحام عالية الدقة تستخدم قوس البلازما كمصدر للحرارة لتوفير حرارة لحام مركزة ومستقرة. وتُناسب تقنية اللحام بالقوس البلازمي تطبيقات اللحام التي تتطلبجودة عالية وتشويش منخفضمثل تصنيع الأدوات الدقيقة والمعدات المتطورة. بالمقارنة مع لحام TIG، يوفر لحام PAW سرعات لحام أسرع ومنطقة متأثرة بالحرارة أصغر.
4. اللحام بالليزر
اللحام بالليزرتستخدم شعاع ليزر عالي الكثافة كمصدر للحرارة، مما يمنحها مزايا سرعة اللحام العالية، والتشوه المنخفض، ومنطقة التأثير الحراري الصغيرة، وهي مناسبة بشكل خاص لاحتياجات اللحام عالية الدقة والكفاءة.اللحام بالليزروهو مناسب للحام الأجزاء الهيكلية ذات الجدران الرقيقة والمعقدة، مثل المكونات الإلكترونية وتصنيع قطع غيار السيارات.
5. لحام المقاومة النقطية
تعتمد لحام المقاومة النقطية على الحرارة المتولدة من التيار الكهربائي المار عبر نقطة التلامس، وهي شائعة الاستخدام في وصلات الفولاذ المقاوم للصدأ الرقيقة، مثل هياكل السيارات وأغلفة الأجهزة المنزلية. تتميز هذه الطريقة بالسرعة، وصغر حجم وصلات اللحام، وملاءمتها للإنتاج بكميات كبيرة.
أفضل الممارسات في لحام الفولاذ المقاوم للصدأ
لضمان جودة عالية في لحام الفولاذ المقاوم للصدأ، إليك بعض أفضل الممارسات المعترف بها على نطاق واسع في هذا المجال:
1. تنظيف الأسطح
قبل اللحام، يجب تنظيف أسطح الفولاذ المقاوم للصدأ جيداً لإزالة الشحوم والأكاسيد والملوثات الأخرى لمنع حدوث عيوب في اللحام. ويمكن إجراء التنظيف باستخدام المنظفات الكيميائية أو أدوات التجليخ الميكانيكية.
2. التحكم في مدخلات الحرارة
التحكم في مدخلات الحرارة عن طريق ضبط تيار اللحام والجهد وسرعة اللحام لتجنب مدخلات الحرارة الزائدة التي تؤدي إلى ارتفاع درجة حرارة معدن اللحام، مما يقلل بدوره من خطر التشقق الحراري وتشوه اللحام.
3. استخدام الغاز الواقي
يُنصح باستخدام غاز واقٍ مناسب (مثل الأرجون النقي أو الهيليوم) أثناء اللحام لمنع منطقة اللحام من ملامسة الهواء وتجنب الأكسدة والنتردة. بالنسبة للمواد ذات الجدران السميكة، يمكن استخدام طبقة مزدوجة من الغاز الواقي لتعزيز الحماية.
4. التسخين المسبق والمعالجة الحرارية اللاحقة
بالنسبة للفولاذ المقاوم للصدأ ذي الجدران السميكة أو الفولاذ المقاوم للصدأ عالي الكربون، يمكن للتسخين المسبق قبل اللحام والمعالجة الحرارية بعد اللحام أن يقللا من الإجهاد الحراري والتشققات. يجب اختيار درجة حرارة التسخين المسبق ودرجة حرارة المعالجة الحرارية وفقًا لنوع المادة وعملية اللحام.
5. اختيار مادة اللحام المناسبة
استخدم مواد اللحام التي تتطابق مع المادة الأساسية لضمان أن يكون لمعدن اللحام والمادة الأساسية تركيب كيميائي وخصائص ميكانيكية متشابهة لضمان قوة ومقاومة التآكل للوصلة الملحومة.
6. اختبار جودة اللحام
بعد اكتمال عملية اللحام، يجب إجراء فحص جودة اللحام، مثل فحص الأشعة السينية، والفحص بالموجات فوق الصوتية، وفحص اختراق الصبغة، للتأكد من خلو الوصلات الملحومة من العيوب مثل الشقوق والمسامية واحتجاز الخبث.
الآفاق المستقبلية
مع تقدم العلم والتكنولوجيا، ستواصل تقنية لحام الفولاذ المقاوم للصدأ تطورها نحو الكفاءة العالية والذكاء والاستدامة. وفي المستقبل، ستساهم روبوتات اللحام الآلية وأنظمة التحكم الذكية في اللحام في تحسين كفاءة وجودة اللحام بشكل أكبر. وفي الوقت نفسه، سيصبح البحث والتطوير في مجال تقنيات اللحام الصديقة للبيئة اتجاهاً هاماً للحد من انبعاثات الغازات الضارة وهدر المواد في عملية اللحام.
تاريخ النشر: 20 يونيو 2024