플라즈마 이송 아크 토치(PTA 토치)는 플라즈마 이송 아크(PTA) 장비의 핵심으로, 플라즈마 아크를 생성하고 합금 분말을 용접 부위에 정밀하게 전달하는 역할을 합니다. PTA 토치의 구조와 작동 원리는 일반 용접 토치와 다르며, 정밀도와 안정성이 더욱 뛰어납니다.
1. 구조적 구성 요소
그만큼PTA 용접 토치주로 다음 부분으로 구성됩니다.
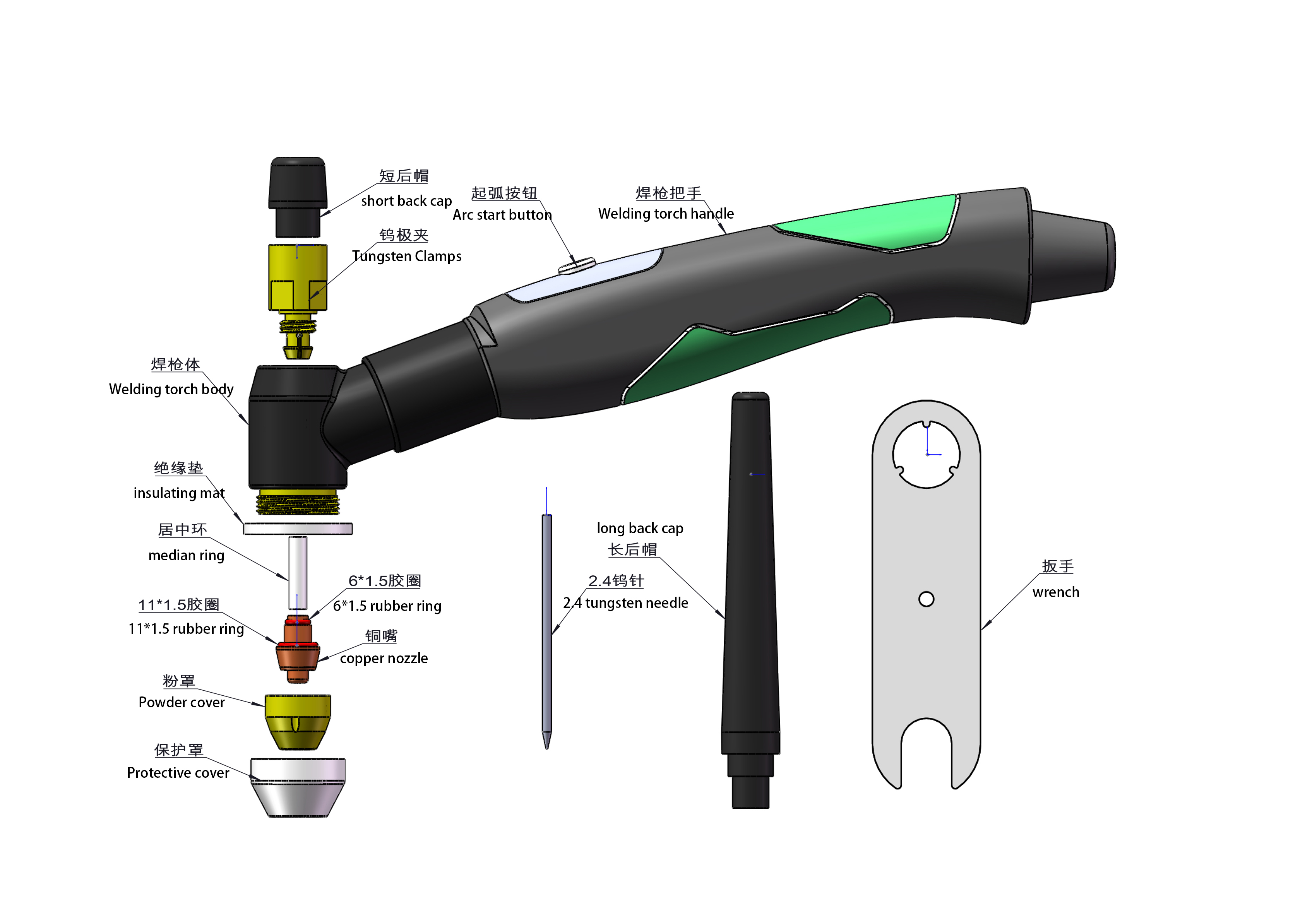
음극(텅스텐 전극): 플라즈마 아크를 생성하는 핵심 구성 요소로, 일반적으로 고온 및 부식 방지 텅스텐 소재로 만들어집니다.
양극(노즐): 플라즈마 아크를 안내하고 아크 기둥을 집중시키며, 일반적으로 열 방출을 개선하기 위해 구리로 만들어집니다.
분말 공급 시스템: 합금 분말을 플라즈마 아크에 균일하게 공급하여 용융되어 가공물 표면에 증착되도록 하는 데 사용됩니다.
보호가스 채널: 아르곤이나 헬륨은 일반적으로 플라즈마 가스와 용접 영역의 산화를 방지하기 위한 보호가스로 사용됩니다.
냉각 시스템: 고온 작업 중 용접 토치의 안정성을 보장하기 위해 수냉식을 사용합니다.
2. 작동 원리
아크 개시 단계: 고주파 및 고전압 펄스는 텅스텐 전극과 노즐 사이에 비전송 아크를 생성합니다(소전류, 안정적인 아크 개시).
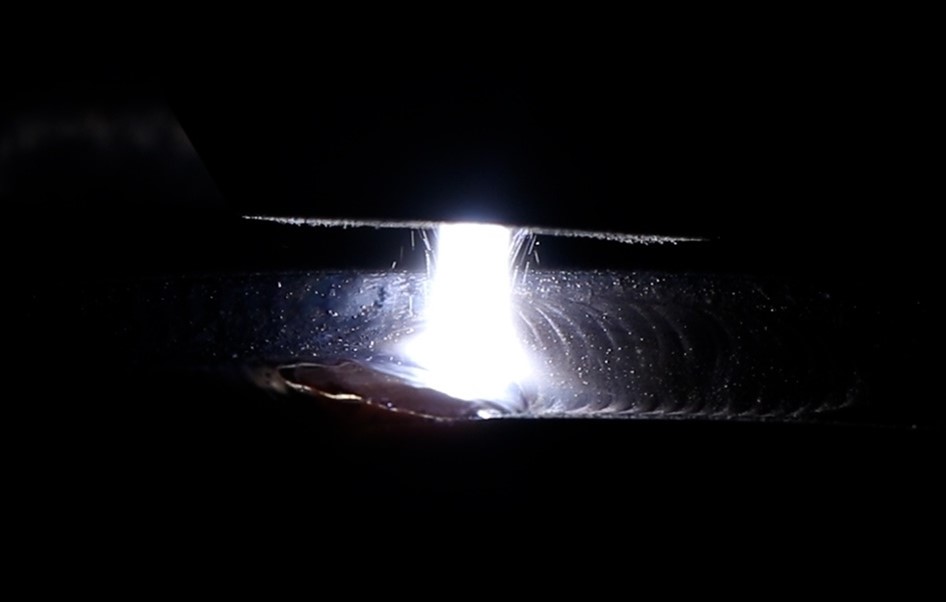
플라즈마 아크 형성: 플라즈마 가스(아르곤 등)를 노즐을 통해 분사하고, 고온 아크에 의해 고에너지 플라즈마로 이온화한 후, 노즐을 통해 가공물 표면에 전달 아크(메인 아크)를 형성합니다.
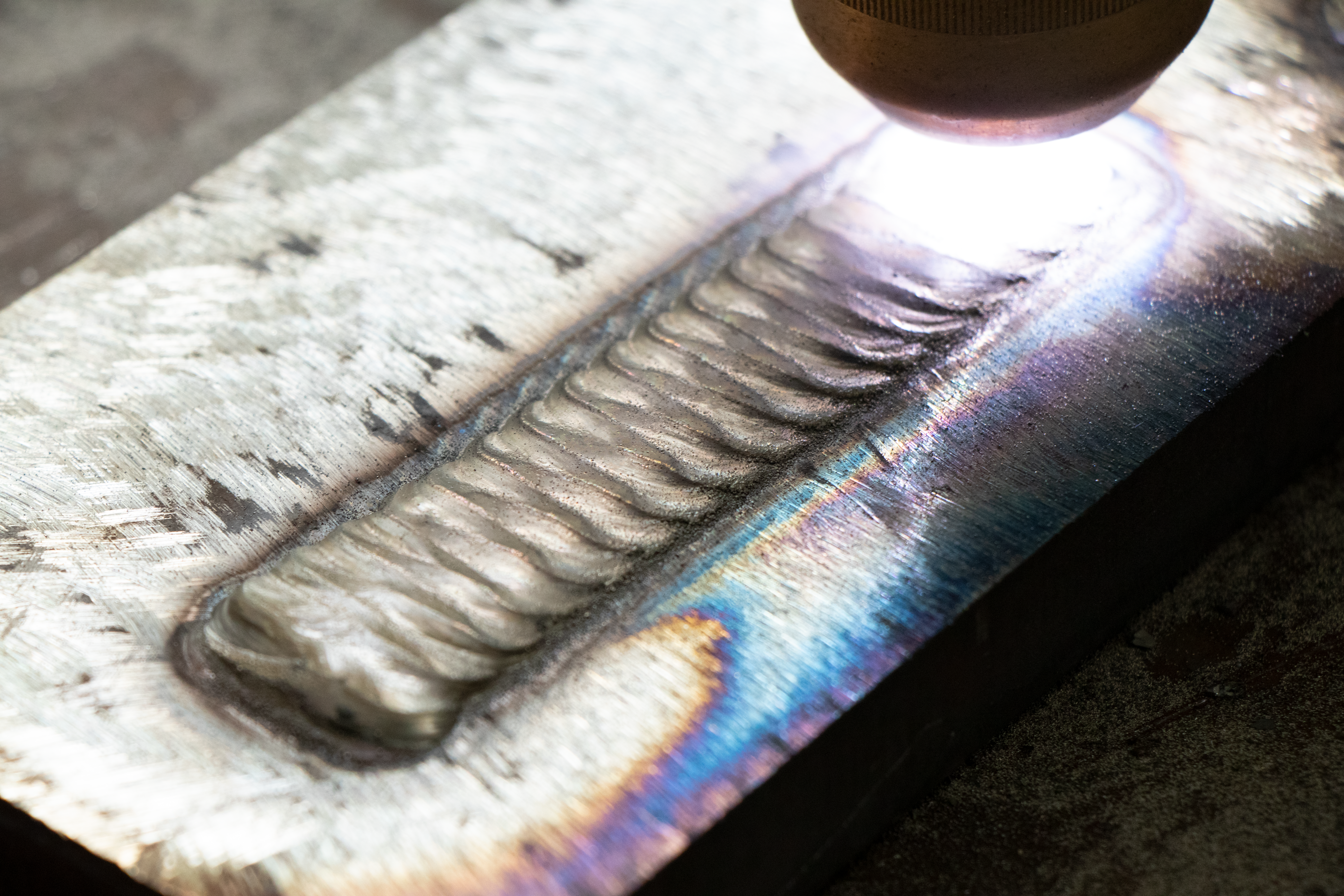
분말 공급 및 용융: 합금 분말은 분말 공급기를 통해 플라즈마 아크 영역으로 균일하게 공급되고, 즉시 녹아서 작업물 표면에 분사되어 밀도가 높은 코팅을 형성합니다.
야금학적 접합: 녹은 분말을 기본 재료와 야금학적으로 접합하여 고강도, 내마모성 클래딩 층을 형성합니다.
3. 특징 및 장점
높은 에너지 밀도: 길고 얇은 아크 기둥, 높은 온도(최대 20,000°C), 용융 깊이와 코팅 두께의 정밀한 제어.
열영향부가 작음: 기판 변형과 열응력을 줄이고, 작업물의 치수 안정성을 향상시킵니다.
높은 재료 활용률: 분말 재료 활용률이 90% 이상으로 경제적입니다.
우수한 코팅 품질: 밀도가 높은 코팅, 다공성 없음, 높은 금속 결합 강도, 뛰어난 내마모성 및 내부식성.
4. 일반적으로 사용되는 재료 및 응용 분야
합금 분말 소재: 코발트계, 니켈계, 철계, 텅스텐 카바이드 및 기타 내마모성, 내식성 합금 분말.
일반적인 적용 분야:
석유 및 가스: 밸브, 드릴 비트 및 펌프 본체를 위한 내마모성 및 내부식성 코팅.
공학기계: 샤프트, 롤, 기어, 금형 표면 강화 및 수리.
야금 산업: 롤, 금형, 밸브 시트 및 기타 부품의 표면 처리 및 수리.
5. 사용상의 주의사항
텅스텐 전극 보호: 산화와 소손을 방지하고 전극 수명을 연장합니다.
노즐 냉각: 노즐 과열로 인한 손상을 방지하기 위해 양호한 수냉 효과를 유지합니다.
분말 공급 안정성: 균일한 분말 공급을 보장하여 코팅 두께가 고르지 않거나 슬래그 결함이 발생하지 않습니다.
안전 보호: 고온, 고전압 작업 시에는 보호 마스크, 장갑 및 기타 안전 장비를 갖추어야 합니다.
6. 다른 용접방법과의 비교
플라스마 아크 용접(PAW)의 경우, PTA 용접은 주로 표면 클래딩 및 강화에 사용되는 반면, PAW는 주로 관통 용접에 사용됩니다.
레이저 표면 가공과의 비교: PTA 용접은 비용이 저렴하고 더 다양한 재료에 적용할 수 있습니다. 하지만 레이저 표면 가공은 열 영향 영역이 작고 정밀도가 더 높습니다.
플라스마 용사: PTA 용접은 야금적 접합으로 코팅 강도가 높고, 플라스마 용사는 기계적 접합으로 얇은 층 코팅에 적합합니다.
게시 시간: 2025년 2월 19일