مبادئ عملية الترسيب بالتفريغ الكهربائي
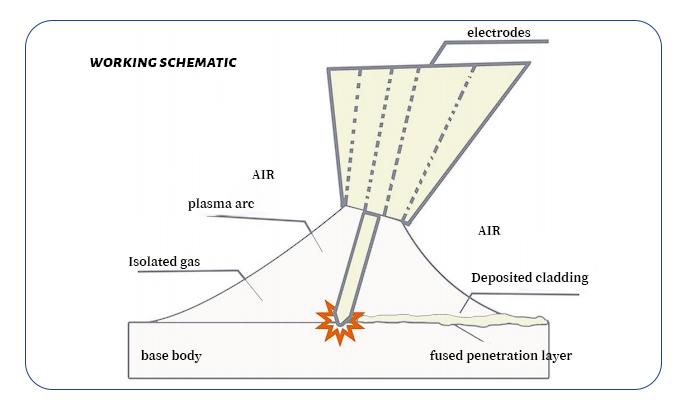
تُعدّ عملية الترسيب بالتفريغ الكهربائي (EDM) عملية يتم فيها تخزين طاقة عالية بين قطب معدني والمادة الأساسية، ثم يتم إطلاقها بشكل فوري بتردد عالٍ. من خلال تأين الغاز بين القطب والمادة الأساسية، تتشكل قنوات قوسية دقيقة متعددة، مما يُنتج منطقة دقيقة ذات درجة حرارة عالية فورية على سطح المادة الأساسية. تحت تأثير المجال الكهربائي الدقيق، تندمج مادة القطب مع المادة الأساسية، مُشكّلةً رابطة معدنية. تتميز عملية الترسيب بالتفريغ الكهربائي (EDM) بأنها عملية متكررة من درجات حرارة عالية فورية ثم تبريد، وهي تختلف عن اللحام التقليدي، حيث لا ترتفع درجة حرارة المادة الصلبة بشكل ملحوظ، وبالتالي لا تُنتج إجهادًا أو تشوهًا أو أي ظواهر أخرى.
الميزات التقنية
عملية الترسيب بالتفريغ الكهربائي، والمعروفة أيضًا باسم التكسية القوسية، هي عملية تستخدم الحرارة المتولدة من تفريغ شرارة كهربائية لصهر وترسيب المواد المعدنية. ومن أهم مزاياها وفوائدها ما يلي:
1. دقة عالية: نظرًا لأن عملية EDM يتم تحقيقها من خلال التحكم الدقيق في التيار والجهد، فإن عملية التكسية دقيقة للغاية ويمكنها تحقيق تحكم دقيق في الشكل والحجم.
2. كفاءة عالية: تتميز عملية التكسية بالتفريغ الكهربائي بأنها سريعة نسبيًا ويمكنها إصلاح أو تحسين الأجزاء البالية أو التالفة الموضعية من قطعة العمل بسرعة، مما يزيد من الإنتاجية.
3. المرونة: هذه العملية مناسبة لمجموعة متنوعة من الأشكال المعقدة ومناطق الإصلاح الصغيرة، بغض النظر عن شكل وحجم قطعة العمل.
4. منطقة متأثرة بالحرارة صغيرة: بالمقارنة مع اللحام التقليدي، فإن المنطقة المتأثرة بالحرارة في عملية التكسية بالتفريغ الكهربائي صغيرة، مما يقلل من تأثيرها على تشوه وإجهاد قطعة العمل ويحافظ على الأداء الأصلي لقطعة العمل.
5. خيارات واسعة من المواد: يمكن إصلاح أو تحسين جميع المواد المعدنية تقريبًا عن طريق التكسية بالتفريغ الكهربائي، بما في ذلك الكربيد الملبد والفولاذ المقاوم للصدأ وسبائك الألومنيوم وما إلى ذلك.
6. صديق للبيئة: بالمقارنة مع اللحام الانصهاري، فإن التكسية بالتفريغ الكهربائي تنبعث منها أبخرة وغازات ضارة أقل ولها تأثير أقل على البيئة.
7. الإصلاح عبر الإنترنت: يمكن إجراء الإصلاح على المعدات قيد التشغيل دون إيقاف الإنتاج، وهو أمر مفيد للغاية لصيانة بعض المعدات الحيوية.
بشكل عام، تعتبر عملية الترسيب EDM وسيلة سريعة ودقيقة ومرنة وصديقة للبيئة للإصلاح والتقوية.
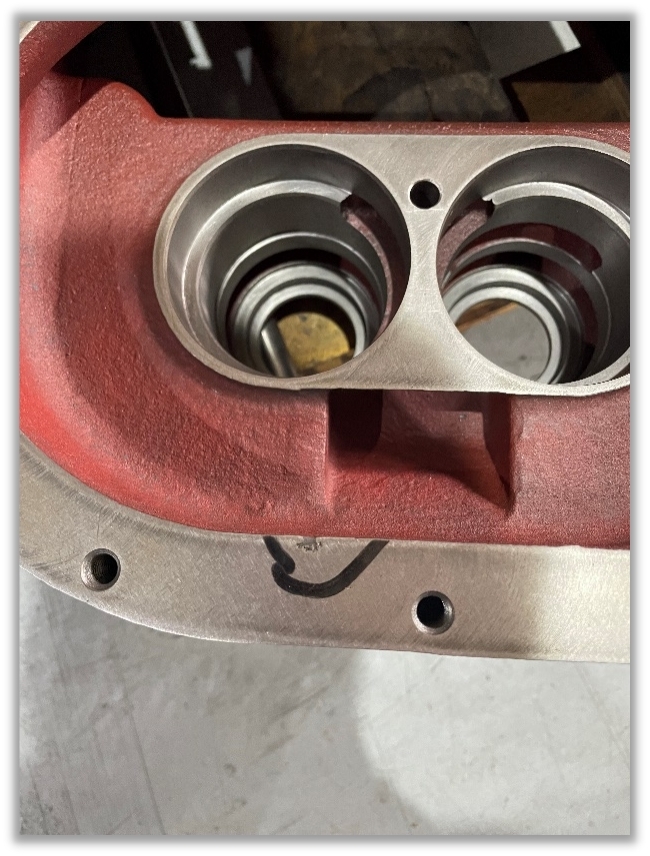 | |
| قبل الإصلاح | بعد إعادة التشطيب والصنفرة |

إصلاح عيوب سطح غلاف الحديد الزهر
عملية ترسيب الأسطح بتقنية التفريغ الكهربائي مقابل اللحام الموضعي التقليدي
تُعد عملية ترسيب EDM (لحام القوس البلازمي) ولحام الحشو التقليدي (لحام MIG) من تقنيات اللحام الشائعة الاستخدام، ولكن هناك اختلافات معينة في المبدأ والمزايا والعيوب ونطاق التطبيق.
1. يختلف المبدأ: تستخدم عملية الترسيب بالتفريغ الكهربائي الشرارة الكهربائية كمصدر حرارة للحام، حيث يتم توليد شرارة كهربائية عالية الحرارة ومنخفضة الضغط من خلال مجال كهرومغناطيسي عالي التردد، وذلك لتحقيق اندماج المادة. أما اللحام التقليدي باستخدام الحشو فيعتمد على لحام تيار أكسيد الليثيوم (مسدس اللحام MIG) كمصدر للحرارة، ويتم اللحام عن طريق حماية منطقة اللحام بغازات مثل ثاني أكسيد الليثيوم أو الأرجون.
٢. اختلافات في الدقة: توفر عملية الترسيب التراكمي بالتفريغ الكهربائي دقة عالية وكثافة عالية لكبسولة اللحام، مما يجعلها مناسبة للحامات التي تتطلب دقة عالية وقوة كبيرة. أما لحام الحشو التقليدي، فرغم أدائه الجيد في العديد من التطبيقات، إلا أنه يتميز بدقة وكثافة كبسولة لحام أقل قليلاً من عملية الترسيب بالتفريغ الكهربائي.
3. نطاق تطبيق متنوع: تُطبّق عملية الترسيب بالتفريغ الكهربائي على مجموعة متنوعة من المواد المعدنية، بما في ذلك الفولاذ والألومنيوم والنيكل والرصاص، ولها نطاق تطبيق واسع. أما لحام الإصلاح التقليدي فيُطبّق بشكل أساسي على المطاط الليفي والسبائك والألومنيوم وغيرها من المواد، ونطاق تطبيقه محدود نسبيًا.
4. أداء بيئي متميز: لا تُنتج عملية الترسيب بالتفريغ الكهربائي نفايات خطرة، وتتميز بأداء بيئي أفضل. أما في اللحام التقليدي باستخدام مواد الحشو، فإن استخدام أكسيد الليثيوم (ثاني أكسيد الكربون) كغاز واقٍ قد يُنتج نفايات خطرة ويؤثر سلبًا على البيئة.
5. اختلافات في صعوبة التشغيل: عملية الترسيب بالتفريغ الكهربائي سهلة التشغيل نسبيًا وتتميز بدرجة عالية من المرونة. بينما تُعدّ عملية اللحام التقليدية بالحشو أكثر تعقيدًا من حيث صعوبة التشغيل وتتطلب مهارات وخبرة أكبر.
باختصار، توجد بعض الاختلافات بين عملية الترسيب بالتفريغ الكهربائي واللحام التقليدي بالحشو من حيث المبدأ والدقة ونطاق التطبيق والأداء البيئي وصعوبة التشغيل. وبناءً على احتياجات التطبيق المحددة ونوع المادة، يمكنك اختيار تقنية اللحام الأنسب.
روابط المنتجات ذات الصلة
https://www.ourcladding.com/intelligent-edm-cladding-repair-machine-esd-9100-product/
https://www.youtube.com/watch?v=8vFi1XloPQI
تاريخ النشر: 8 أبريل 2024