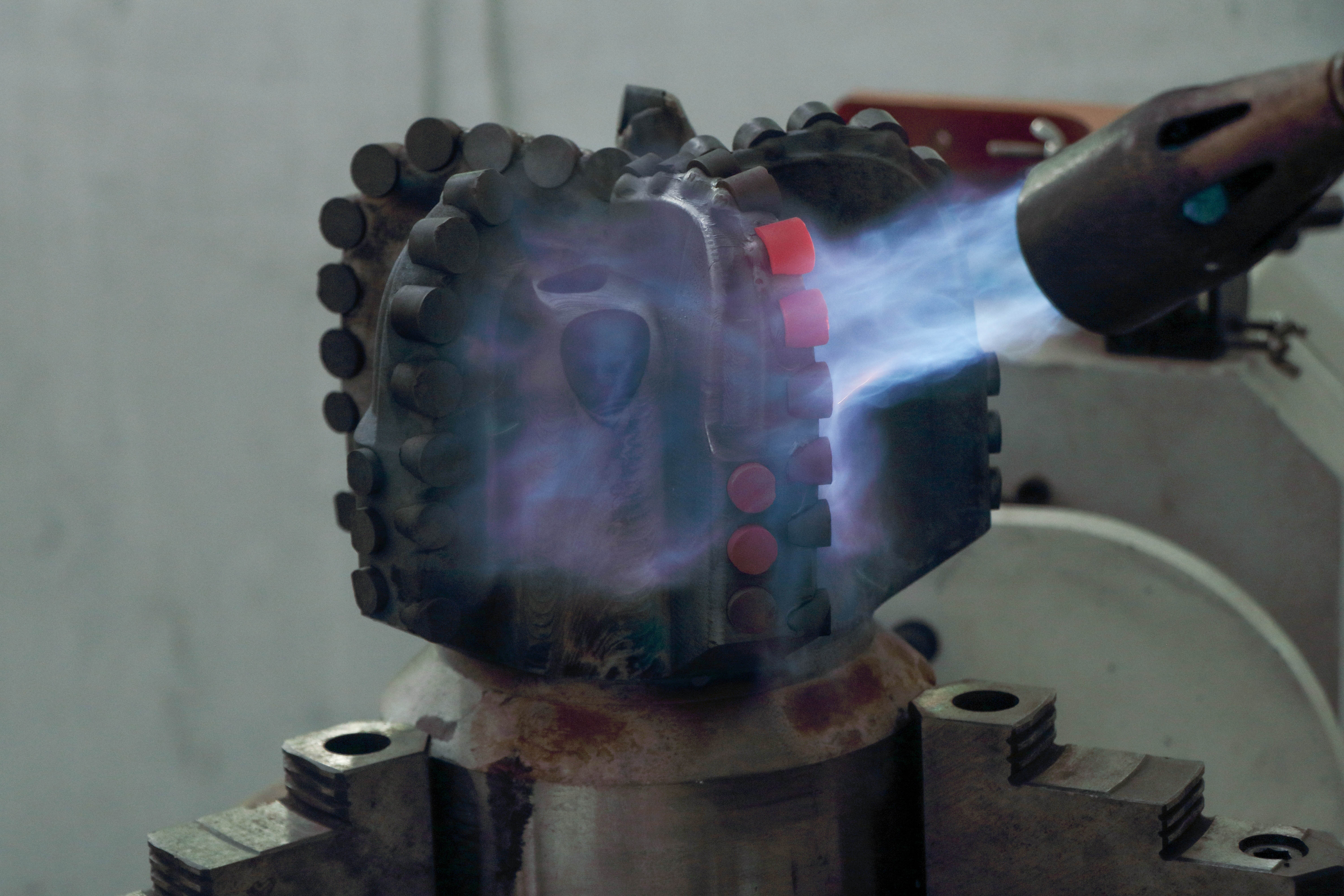
Использование технологии плазменной наплавки для упрочнения поверхности буровых долот PDC является эффективным способом повышения их износостойкости, ударопрочности и коррозионной стойкости.
1. Этап подготовки
(1) Определите материал облицовки
- Наиболее часто используемые облицовочные материалы:
- Сплав на основе кобальта: высокая износостойкость и коррозионная стойкость.
- Сплав на основе никеля: устойчив к высокотемпературному окислению и химической коррозии.
- Сплавы на основе железа: экономичны и подходят для материалов со средней износостойкостью.
- Сплавы, упрочненные керамическими частицами: например, WC (карбид вольфрама), TiC (карбид титана) и др., для обеспечения очень высокой износостойкости.
(2) Определение площади облицовки
- Наплавка методом термообработки буровых долот PDC обычно направлена на достижение следующих целей:
- Боковая часть: для повышения износостойкости и снижения трения и потерь на резание.
- Поверхность туши: для повышения общей коррозионной и ударопрочности.
(3) Предварительная обработка поверхности
- Очистите облицовочную поверхность от масла, оксидов, покрытий и загрязнений.
- Механическая шлифовка или пескоструйная обработка для увеличения шероховатости поверхности и улучшения сцепления сплавленного облицовочного слоя с подложкой.
2. Реализация процесса облицовки.
(1) Настройка оборудования для плазменной наплавки
- Состав оборудования:
Пистолет для плазменной сварки, податчик порошка, автоматизированный аппарат плазменной сварки, и т. д..

- Установите ключевые параметры:
- Ток и напряжение дуги: выбирайте в зависимости от покрываемого материала, обычно в диапазоне 100-300 А.
- Нагрев: регулируйте нагрев для контроля деформации подложки и степени разбавления.
- Скорость подачи порошка: обычно в диапазоне 10–50 г/мин для обеспечения однородности облицовочного слоя.
(2) Выполнение облицовки
- Процесс облицовки:
1. Запуск плазменной дуги, образование высокотемпературного расплавленного бассейна.
2. С помощью системы подачи порошка порошковый материал распыляется в расплавленную ванну и металлургически соединяется с подложкой.
3. В соответствии с формой сверла, вдоль заданной траектории для равномерного нанесения покрытия, чтобы исключить утечку покрытия или переплавление.
- Контроль теплового воздействия: предотвращение перегрева или деформации подложки сверла PDC путем регулирования параметров плазменной дуги и метода охлаждения.
(3) Охлаждающая обработка
- Для предотвращения образования трещин, вызванных термическим напряжением, можно использовать естественное охлаждение или метод охлаждения с регулируемой скоростью.
3. Этап после лечения


(1) Проверка качества облицовки
- Внешний осмотр: проверьте, равномерен ли слой облицовки, нет ли трещин и воздушных пустот.
- Эксплуатационные характеристики: измерение твердости, толщины (обычно от 0,5 до 3 мм), прочности сцепления и других показателей.
- Неразрушающий контроль: для выявления внутренних дефектов используйте ультразвуковой или рентгеновский контроль.
(2) Завершение
- Если после термопластической наплавки поверхность получается шероховатой, для соответствия требованиям к размеру и форме сверл PDC требуется токарная или шлифовальная обработка.
(3) Оптимизация производительности
- Термическая обработка: при необходимости закалить или отпустить расплавленный слой облицовки для дальнейшей оптимизации его структурных свойств.
4. Меры предосторожности
1. Избегайте повреждений, вызванных перегревом.
- В процессе плазменной наплавки необходимо строго контролировать подвод тепла, чтобы избежать термического повреждения вставки PDC и подложки.
2. Подбор материалов
- Материал облицовки должен соответствовать материалу подложки бита PDC, чтобы обеспечить прочность сцепления и стабильность рабочих характеристик.
3. Контроль окружающей среды
- По возможности, в условиях низкой влажности или при наличии защитного газа, чтобы избежать окисления, влияющего на качество облицовки.
Этот процесс может использоваться для повышения производительности новых бит PDC, а также для ремонта изношенных бит.
Дата публикации: 09.01.2025