वेल्डिङका धेरै फरक तरिकाहरू छन्, प्रत्येकका आफ्नै विशिष्ट सिद्धान्तहरू, फाइदाहरू र बेफाइदाहरू, र प्रयोगका क्षेत्रहरू छन्। सिद्धान्तहरू, विशेषताहरू, फाइदाहरू र बेफाइदाहरू, प्रयोगका क्षेत्रहरू, र अन्य वेल्डिङ विधिहरूसँग तुलनात्मक विश्लेषण सहित सामान्य वेल्डिङ विधिहरूको विस्तृत विवरण तल दिइएको छ।
१. वेल्डिङ विधिहरूको वर्गीकरण
वेल्डिङ विधिहरूलाई मोटामोटी रूपमा निम्न वर्गहरूमा विभाजन गर्न सकिन्छ:
•पग्लिएको वेल्डिङ (जस्तै, आर्क वेल्डिङ, लेजर वेल्डिङ, आदि): धातुहरूलाई पग्लिएको अवस्थामा तताएर फ्युजन गर्ने।
•प्रेसर वेल्डिंग (जस्तै, घर्षण वेल्डिंग, प्रसार वेल्डिंग, आदि): पग्लिए बिना, दबाबको कार्यद्वारा धातुहरूको जोड।
•ब्रेजिङ (जस्तै नरम ब्रेजिङ, कडा ब्रेजिङ): कम पग्लने बिन्दु फिलर सामग्री प्रयोग गरेर वर्कपीसहरू जोड्ने।
२. सामान्य वेल्डिङ विधिहरू व्याख्या गरिएको
२.१ SMAW - शिल्डेड मेटल आर्क वेल्डिङ

सिद्धान्त: म्यानुअल आर्क वेल्डिंगले इलेक्ट्रोड र आधार सामग्री बीचको चाप प्रयोग गरेर उच्च तापक्रम (लगभग ४००० डिग्री सेल्सियस) उत्पन्न गर्छ जसले इलेक्ट्रोड र आधार सामग्री पगाल्छ र वेल्ड बनाउँछ। इलेक्ट्रोड कोटिंगले वेल्डिंग प्रक्रियाको क्रममा सुरक्षात्मक ग्यास उत्पादन गर्छ जसले वेल्डलाई अक्सिडाइज हुनबाट रोक्छ।
विशेषताहरु:
वेल्डिङ रड (कोर + फ्लक्स कोटिंग) सहितको वेल्डिङ।
स्ट्यान्ड-अप वेल्डिङ र ब्याक-अप वेल्डिङ जस्ता विभिन्न स्थानहरूमा वेल्डिङको लागि उपयुक्त।
कम वातावरणीय आवश्यकताहरूसँग बाहिर सञ्चालन गर्न सकिन्छ।
फाइदा:
सरल उपकरण, लचिलो सञ्चालन, क्षेत्र वा मर्मत कार्यको लागि उपयुक्त।
कार्बन स्टील, स्टेनलेस स्टील, कास्ट आइरन, आदि जस्ता विभिन्न धातुहरूलाई वेल्ड गर्न सकिन्छ।
जटिल आकारका वर्कपीसहरू वेल्डिंगको लागि उपयुक्त।
बेफाइदाहरू:
कम वेल्डिङ दक्षता, वेल्डिङ रड बारम्बार बदल्नु पर्छ।
वेल्डको गुणस्तर वेल्डरको प्रविधिबाट धेरै प्रभावित हुन्छ, र वेल्डिंग दोषहरू (जस्तै पोरोसिटी र स्ल्याग) उत्पादन गर्न सजिलो हुन्छ।
वेल्डिङले धेरै धुवाँ र धुलो उत्पादन गर्छ, जसले वातावरणलाई बढी प्रदूषित गर्छ।
अनुप्रयोगहरू:
निर्माण, मर्मतसम्भार, पुल, पाइपलाइन, जहाज निर्माण र अन्य उद्योगहरूको लागि उपयुक्त।
साना-स्तरीय परियोजनाहरू र क्षेत्र सञ्चालनको लागि उपयुक्त।
२.२ GMAW - ग्यास मेटल आर्क वेल्डिङ

सिद्धान्त:ग्यास शिल्डेड वेल्डिङले इलेक्ट्रोडको रूपमा निरन्तर खुवाइएको तार प्रयोग गर्दछ, जसले सुरक्षात्मक ग्यास (जस्तै आर्गन, कार्बन डाइअक्साइड) वातावरणमा चाप उत्पन्न गर्दछ, तार र आधार सामग्री पगालेर वेल्ड बनाउँछ।
वर्गीकरण:
MIG (धातु निष्क्रिय ग्यास) वेल्डिंग: आल्मुनियम मिश्र धातु, स्टेनलेस स्टील र अन्य सामग्रीहरूको लागि उपयुक्त निष्क्रिय ग्यास (जस्तै आर्गन) प्रयोग गर्दै।
MAG (मेटल एक्टिभ ग्यास) वेल्डिंग: हल्का स्टील, स्ट्रक्चरल स्टील वेल्डिंगको लागि उपयुक्त सक्रिय ग्यास (कार्बन डाइअक्साइड वा मिश्रित ग्यास) को प्रयोग।
विशेषताहरु:
वेल्डिङ दक्षता सुधार गर्न स्वचालित तार फिडिङ अपनाउने।
चिल्लो वेल्ड सतह र स्थिर वेल्डिंग गुणस्तर।
वातावरण (हावा, आर्द्रता) प्रति संवेदनशील, बाहिरी निर्माणको लागि उपयुक्त छैन।
फाइदा:
द्रुत वेल्डिंग गति, ठूलो मात्रामा उत्पादनको लागि उपयुक्त।
पातलो प्लेट वेल्डिंग, सानो विकृतिको लागि प्रयोग गर्न सकिन्छ।
रोबोट वेल्डिङ जस्ता स्वचालित वेल्डिङ गर्न सजिलो।
बेफाइदाहरू:
उपकरणको लागत बढी, ग्यास आपूर्ति प्रणाली चाहिन्छ।
तेज हावाको वातावरणमा प्रयोग गर्न सकिँदैन, अन्यथा सुरक्षात्मक ग्यास उडेर जान्छ, जसले वेल्डको गुणस्तरलाई असर गर्छ।
सफा धातुको सतहहरूको लागि उपयुक्त, गम्भीर खिया वा तेलले दाग भएका वर्कपीसहरूको लागि उपयुक्त छैन।
अनुप्रयोगहरू:
अटोमोबाइल निर्माण, जहाज, पुल, घरेलु उपकरण उद्योग, आदि।
उच्च दक्षता र उच्च गुणस्तरको औद्योगिक उत्पादनको लागि उपयुक्त।

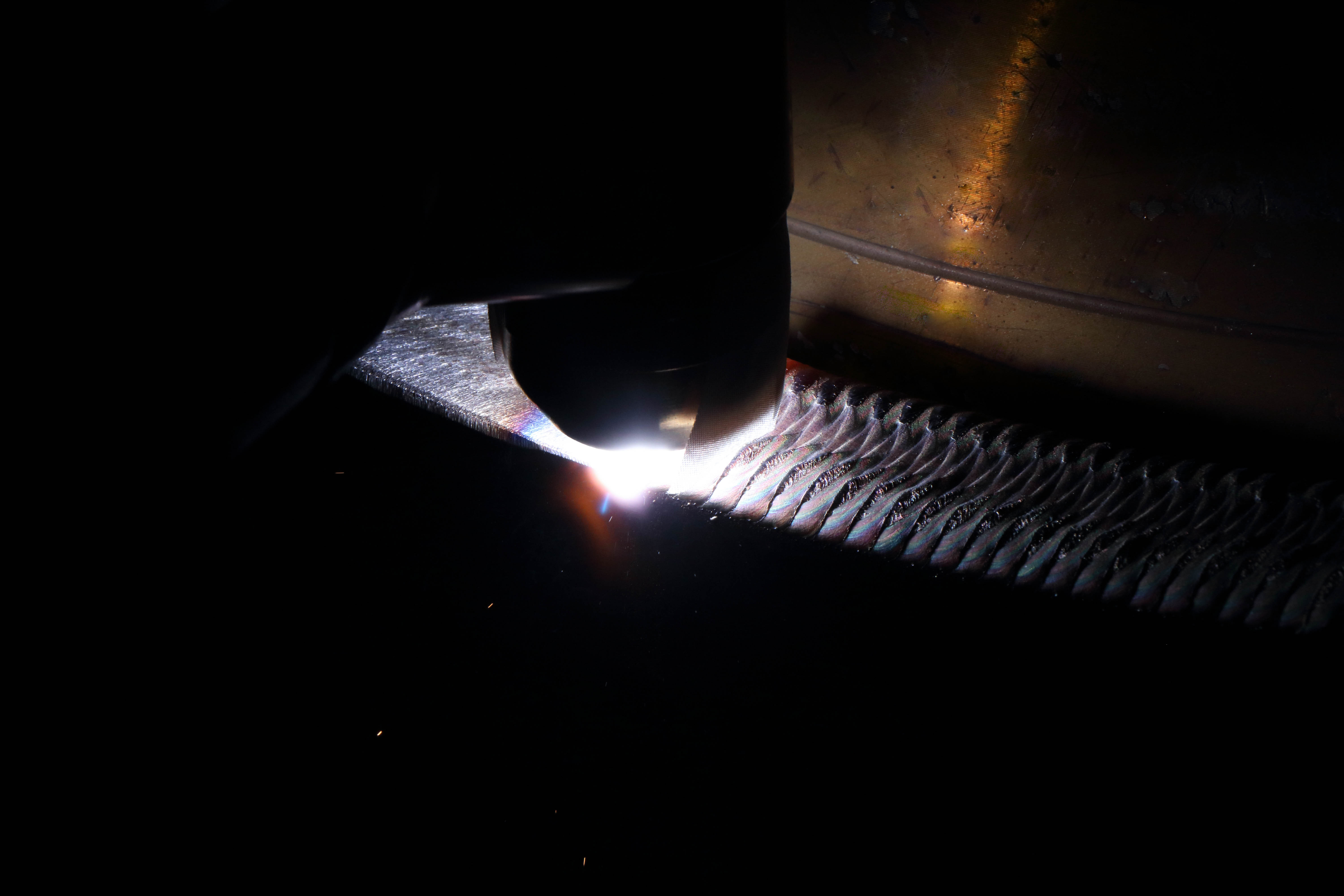
सिद्धान्त: TIG वेल्डिङले चाप उत्पन्न गर्न नन-पग्लनेबल टंगस्टन इलेक्ट्रोड प्रयोग गर्छ, जसले आर्गन सुरक्षा अन्तर्गत आधार धातु र फिलर धातुलाई पगालेर वेल्ड बनाउँछ।
विशेषताहरु:
उच्च वेल्ड गुणस्तर, चिल्लो र सुन्दर वेल्ड।
एयरोस्पेस, चिकित्सा उपकरणहरू जस्ता उच्च-परिशुद्धता वेल्डिंगको लागि उपयुक्त।
पातलो प्लेट र अलौह धातु (एल्युमिनियम, तामा, टाइटेनियम) वेल्डिंगको लागि उपयुक्त।
फाइदा:
स्प्याटर बिना वेल्ड सिम, उच्च गुणस्तर, सटीक वेल्डिंगको लागि उपयुक्त।
फरक धातु वेल्डिंगको लागि उपयुक्त।
सुरक्षात्मक ग्यास (आर्गन) ले वेल्डको अक्सिडेशनलाई प्रभावकारी रूपमा रोक्छ।
बेफाइदाहरू:
ढिलो वेल्डिंग गति, कम दक्षता।
महँगो उपकरण, वेल्डरहरूको लागि उच्च सीप आवश्यकताहरू।
हावाबाट प्रभावित, बाहिरी वेल्डिङको लागि उपयुक्त छैन।
अनुप्रयोगहरू:
एयरोस्पेस, इलेक्ट्रोनिक्स, मेडिकल, प्रेसिजन म्यानुफ्याक्चरिङ उद्योगहरू।
स्टेनलेस स्टील पाइप, एल्युमिनियम मिश्र धातु संरचनात्मक भागहरू वेल्डिंग
२.४ SAW - डुबेको आर्क वेल्डिङ

सिद्धान्त:डुबेको चाप वेल्डिङले चापलाई ढाक्न फ्लक्स प्रयोग गर्छ, जुन उच्च तापक्रममा पग्लिएर सुरक्षात्मक तह बनाउँछ जसले वेल्डलाई हावाबाट मुक्त राख्छ।
विशेषताहरु:
पुल, बोयलर निर्माण जस्ता बाक्लो प्लेट वेल्डिङको लागि उपयुक्त।
तेर्सो वेल्डिङको लागि मात्र प्रयोग गर्न सकिन्छ, ठाडो वेल्डिङ, उचाइ वेल्डिङ र अन्य स्थानहरूमा लागू हुँदैन।
फाइदा:
छिटो वेल्डिंग गति, उच्च दक्षता, ठूलो मात्रामा उत्पादनको लागि उपयुक्त।
उच्च वेल्ड गुणस्तर, फ्लक्सले वेल्डिंग दोषहरू (छिद्रता, दरारहरू) लाई रोक्छ।
कुनै आर्क एक्सपोजर छैन, कम वेल्डिंग धुवाँ, सुधारिएको काम गर्ने वातावरण।
बेफाइदाहरू:
सिधा रेखा वेल्डिङको लागि मात्र प्रयोग गर्न सकिन्छ, जटिल आकारको वेल्डिङमा लागू हुँदैन।
ठूला उपकरणहरू, साना भागहरू वेल्डिङको लागि उपयुक्त छैनन्।
अनुप्रयोगहरू:
बाक्लो प्लेट, पाइप, पुल, प्रेसर भेसल वेल्डिंग।
सिद्धान्त:धातु पगाल्न उच्च-तापमान प्लाज्मा चाप प्रयोग गरेर वेल्डिङ।
फाइदा:
केन्द्रित ऊर्जा, सानो वेल्डिंग विकृति।
पातलो पर्खाल भएका सामग्रीहरू जस्ता सटीक वेल्डिङको लागि उपयुक्त।
बेफाइदाहरू:
उपकरणको उच्च लागत, जटिल मर्मतसम्भार।
उच्च सञ्चालन सीप आवश्यकताहरू।
अनुप्रयोगहरू:एयरोस्पेस, चिकित्सा उपकरण, इलेक्ट्रोनिक्स उद्योग।

सिद्धान्त: वेल्डिङको लागि धातु पगाल्न उच्च ऊर्जा घनत्व लेजर बीम प्रयोग गर्दै, साँघुरो वेल्ड सिम, सानो ताप प्रभावित क्षेत्र।
फाइदाहरू:
उच्च परिशुद्धता, साना भागहरूको वेल्डिंगको लागि उपयुक्त।
सानो ताप प्रभावित क्षेत्र, सानो विकृति।
बेफाइदाहरू:
महँगो उपकरण, उच्च मर्मत लागत।
उच्च परिशुद्धता एसेम्बली, सानो वेल्ड ग्याप आवश्यक पर्दछ।
अनुप्रयोगहरू:इलेक्ट्रोनिक्स, अटोमोटिभ, मेडिकल उपकरणहरू, अप्टिकल उपकरणहरू।
२.७ EBW - इलेक्ट्रोन बीम वेल्डिङ
सिद्धान्त:भ्याकुम वातावरणमा उच्च-ऊर्जा इलेक्ट्रोन बीम प्रयोग गरेर वेल्डिङ सामग्री पगाल्छ।
फाइदा:
उच्च पग्लने बिन्दु भएका सामग्रीहरू (टाइटेनियम, टंगस्टन, जिरकोनियम) वेल्ड गर्न सकिन्छ।
बाक्लो प्लेटहरू वेल्डिङको लागि उपयुक्त, ठूलो वेल्डिङ गहिराइ।
बेफाइदाहरू:
भ्याकुम वातावरणमा प्रदर्शन गर्न आवश्यक छ, महँगो उपकरणहरू।
अनुप्रयोगहरू: अन्तरिक्ष, आणविक ऊर्जा, परिशुद्धता उपकरण निर्माण।
२.८ FW - घर्षण वेल्डिङ
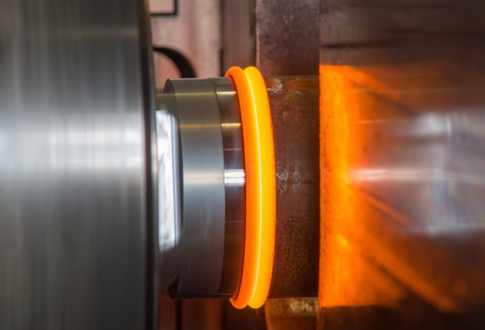
सिद्धान्त:घर्षण वेल्डिंगले दुईवटा वर्कपीसहरू उच्च गतिमा घुम्ने र एकअर्कासँग सम्पर्क गर्ने प्रयोग गरेर घर्षण ताप उत्पन्न गर्छ, सम्पर्क सतहहरूलाई नरम बनाउँछ र बलियो जडान बनाउन दबाब दिन्छ।
विशेषताहरू
पग्लने छैन, ठोस अवस्थाको वेल्डिंग, फ्युजन वेल्डिंगका दोषहरू (जस्तै पोरोसिटी, क्र्याकहरू) लाई बेवास्ता गर्दै।
आल्मुनियम-तामा, स्टेनलेस स्टील-कार्बन स्टील, आदि जस्ता फरक धातु वेल्डिंगको लागि उपयुक्त।
छिटो वेल्डिंग गति, सामान्यतया केहि सेकेन्डमा।
फाइदाहरू
उच्च वेल्ड गुणस्तर, कुनै फिलर सामग्री आवश्यक पर्दैन
उच्च दोहोरिने क्षमता भएको स्वचालित उत्पादनको लागि उपयुक्त।
कम वेल्डिंग विकृति, उत्कृष्ट यांत्रिक गुणहरू।
बेफाइदाहरू
गोलो वा नियमित आकारको वर्कपीसहरू, जस्तै शाफ्ट भागहरूको लागि उपयुक्त।
उपकरणको लागत बढी।
अनुप्रयोगहरू
अटोमोबाइल ड्राइभ शाफ्ट, ड्रिलिंग उपकरणहरू, अन्तरिक्षयानका भागहरू, आदि।
रेल यातायात, उड्डयन इन्जिन निर्माण।
पोस्ट समय: मार्च-१४-२०२५