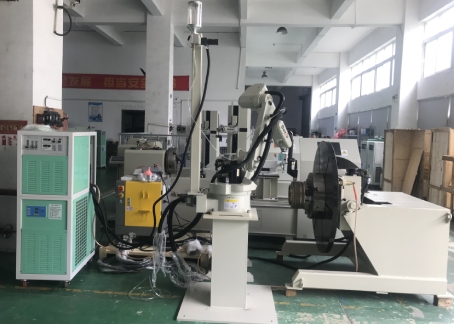
DH1440-B06 Automaticum robot plasmatis superficiem tegens



Characteristica
1. Technologia processus digitalis DSP adhibita est, cum celeritate magna et moderatione accurata.
2. Technologia inverteris digitalis singularis, egressus currentis stabilis, lata amplitudo adaptationis.
3. Designatio altae tensionis lenem arcum machinae soldadurae initium praestat.
4. Designatio altae tensionis rigiditatem et longitudinem arcus praestat.
5. Arcus incipiens et valor basis fluxus adaptari possunt.
6. Arcus electricus est adaptabilis (2-20a).
7. Tempus ascendendi et descendendi currentis est adaptabile, et tempus morae gasis est adaptabile.
8. Modulus repositionis datorum notitias de soldadura in multis canalibus servare potest, quod commodum est ad servandum et flexibile ad vocandum.
9. Portus communicationis digitalis, potest imperium remotum soldadurae (ad libitum).
Proprietates instrumentorum
1. Maxime integrata: fons potentiae arcus principalis, fons potentiae arcus dimensionalis, systema moderationis pulveris alimentationis et systema refrigerationis maxime integrata sunt.
2. Refrigeratio magnae potentiae: systema refrigerationis usque ad 2p, ad necessitates refrigerationis operis diuturni et magni oneris systematis implendas.
3. Designatio integrata, imperium programmatum, operatio commoda et flexibilis.
4. Alimentatio pulveris automatica, alimentatio pulveris manualis, alimentatio pulveris provecta et alimentatio pulveris tarda flexibiliter seligi possunt.
5. Designatio integrata dispositionem et nexum omnium partium apparatus simplificat et optimizat ad ratem defectuum minuendam.
6. Instructa sclopeto soldadurae magnae potentiae fusorio.
Parametri soldadurae
| Modellum welderis | DML-03 | |
| Soldatura pulsatilis | Soldatura continua | |
| Arcus dimensionalis IP (a) | 3-20 | 3-20 |
| Fluxus soldandi I1 (a) | 2-160/300 | 2-160/300 |
| Currens fundamentalis I2 (a) | 2-110 |
|
| Tempus ascensus currentis T3 (s) | 0-2.0 | 0-2.0 |
| Tempus decrescendi currentis T4 (s) | 0-2.0 | 0-2.0 |
| Tempus soldadurae pulsatilis T1 (MS) | 1-999 |
|
| Intervallum soldadurae T2 (MS) | 10-990 |
|
| Tempus (secundae) tutelae gasis | 1.0-20.0 | 1-20.0 |
| Tensio ingressus (V) | Triphasis 380 V, 50 Hz AC | |
| Capacitas potentiae inputatae nominalis (kVA) | 8()160A) / 16 (300A) | |
| Spatium regulationis currentis egressus (a) | 1-160/1-300 | |
| Ratio durationis oneris (%) | LX% | |
| Fluxus gasis ionum (L/min) | 0.2-1 | |
| Fluxus gasis protectivi (L / min) | 1-12 | |
| Pondus (kg) | 82 | |
| Dimensio tota (mm) | 695*375*665 | |
Applicatio producti
1. Chalybs, industria carbonis: volutatio frigida (calida), sulcus medius, lamina resistenti attritioni, aculeus, etc.
2. Vis electrica, industria cementi: laminae turbinarum vaporariarum, cylindrus molendi, etc.
3. Industria petrolei et chemica: superficies tubi terebralis, cuspis terebralis, valvae, etc.
4. Machinae aedificatoriae, industria machinarum fodinarum: dentes rotarii effodiendi machinae scutariae, rota dentata cylindrica, dentes situlae excavatricis, calcei reptiles, etc.



Completum apparatum solutionum automationis secundum necessitates clientium praebere possumus.





