産業オートメーションと精密製造の発展に伴い、従来の溶接方法ではすべての用途要件を満たすことが困難になり、TIG溶接、MIG溶接、レーザー溶接、PAW(プラズマアーク溶接)などの溶接プロセスが登場し、それぞれの分野で独自の利点を発揮するようになった。
プロセス原理の違い
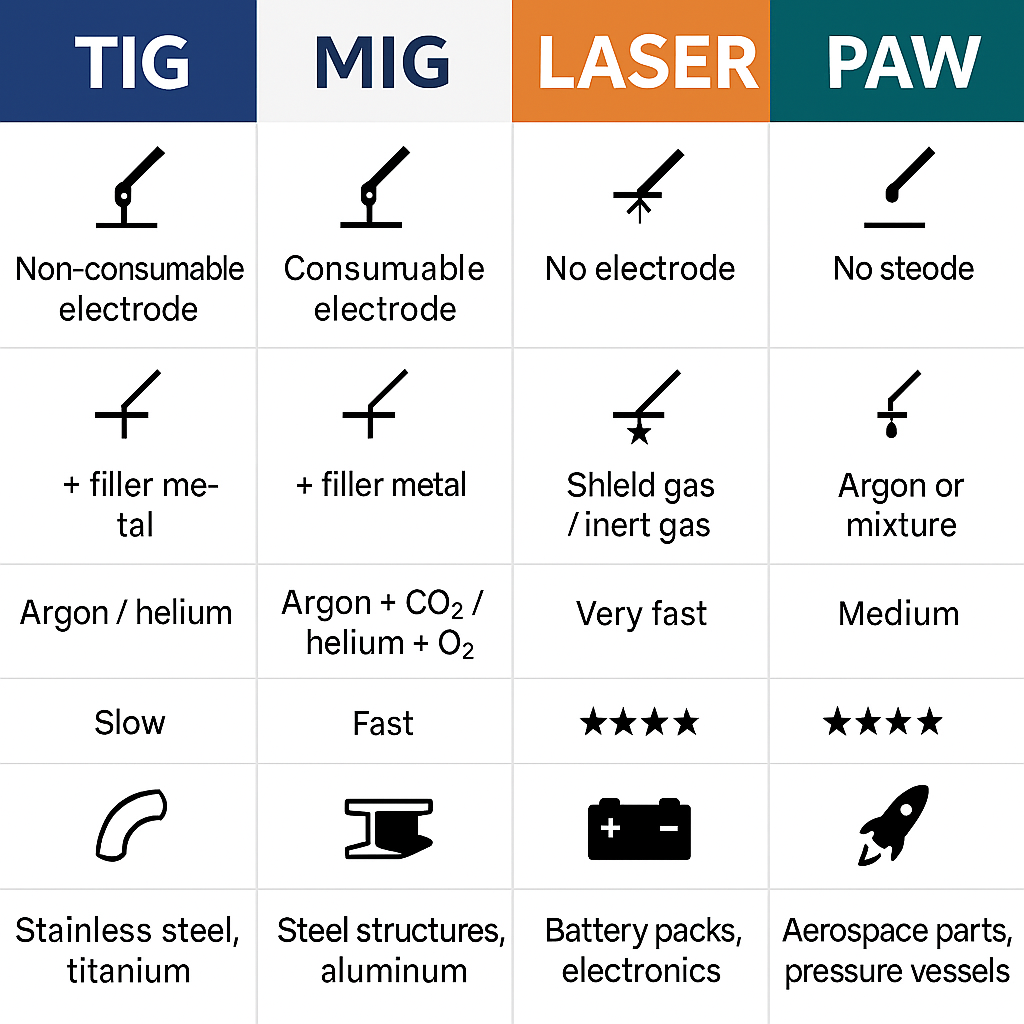
- タングステン不活性ガス溶接(TIG):タングステン電極とワークピースの間にアークを発生させ、電極を溶融させることなく、シールドガスで空気をシールドします。高精度で、手動操作です。

- 金属不活性ガス溶接(MIG):ワイヤとワークピースの間にアークが発生し、ワイヤは自動的に供給され、溶融・充填されます。溶接速度が速く、バッチ溶接に適しています。

-レーザー溶接(レーザー)高エネルギーレーザービームを用いて金属を溶融させることで、深さや形状を精密に制御できます。非接触式で、熱の影響も少ないのが特徴です。
-プラズマアーク溶接(PAW)ノズルを縮小することでプラズマアークが形成され、アーク柱がより集中し、熱密度が高くなるため、深部溶融を伴う厚板の溶接が可能となる。

溶接厚さ範囲
- TIG: 0.1~6mmの極薄から中厚の材料に適しており、ステンレス鋼やチタン合金の薄肉溶接に最適です。
- MIG中厚板、特に炭素鋼、構造用鋼、アルミニウム合金に適しており、高効率で幅広い用途に対応します。
- レーザー:リチウム電池のシールやモーターのエンドキャップなど、厚さ6mm以下の極薄材料に適しています。厚板の場合は、マルチチャンネルスキャンが必要です。
-足:0.1mmの薄板から10mmの厚板まで幅広い板厚に対応可能で、キーホールモード溶接も実現できます。
溶接部の美観
TIG溶接:最も美しい溶接継ぎ目で、表面は平坦で、木目は魚の鱗のよう。肉製品や高級工芸品によく用いられる。
MIG溶接:溶接幅が広く、スパッタが多く発生する。溶接部の外観が重要でない構造部品に適している。
レーザー溶接:非常に狭く繊細な溶接部で、後処理がほとんど不要。コストパフォーマンスはTIG溶接に次ぐが、速度ははるかに優れている。
PAW:MIG溶接より優れており、TIG溶接に次ぐ性能を持つが、深溶融溶接や自動化により適している。
自動化への適応性
自動化統合に関して言えば、レーザー溶接とPAW(パワーアーク溶接)が最高峰だ。
- 高精度
- 溶接シームの軌跡を追跡する
ロボット工学/ビジョンシステムと組み合わせることが可能
MIG溶接は、自動車製造などの自動化された生産ラインでも広く使用されています。
TIG溶接は自動軌道溶接を実現できるものの、依然として溶接工の技術に大きく依存する。
TIG、MIG、レーザー、PAWの比較
TIG溶接、MIG溶接、レーザー溶接、プラズマアーク溶接(PAW)は、それぞれ異なる用途に対応する溶接ソリューションです。
TIG溶接:溶接部の品質と美観に優れ、高い溶接精度が求められる薄板材料に適しており、特にステンレス鋼やチタン合金の高級製造で広く用いられています。
MIG溶接:高効率、操作が簡単で、中厚板や量産に適しており、自動車、建設、機械などの分野における主要なプロセスです。
レーザー溶接:高速、低熱影響、高自動化度で、3Cエレクトロニクス、パワーバッテリー、精密機器などのハイエンド製造に幅広く使用されています。
PAW溶接:TIG溶接の安定性とレーザー溶接の深層溶融能力を組み合わせた溶接方法で、航空宇宙、圧力容器、その他高強度かつ高密閉性が求められる重要部品に適しています。
どの加工方法を選択するかは、材料の種類、溶接厚さ、品質要件、コスト管理、自動化レベルなどを総合的に判断して決定すべきである。
投稿日時:2025年4月18日