Con lo sviluppo dell'automazione industriale e della produzione di precisione, i metodi di saldatura tradizionali sono ben lungi dal poter soddisfare tutti i requisiti applicativi. Sono quindi nati processi di saldatura come TIG, MIG, laser, PAW (saldatura ad arco plasma) e altri, che nei rispettivi campi dimostrano vantaggi unici.
Differenze nei principi di processo
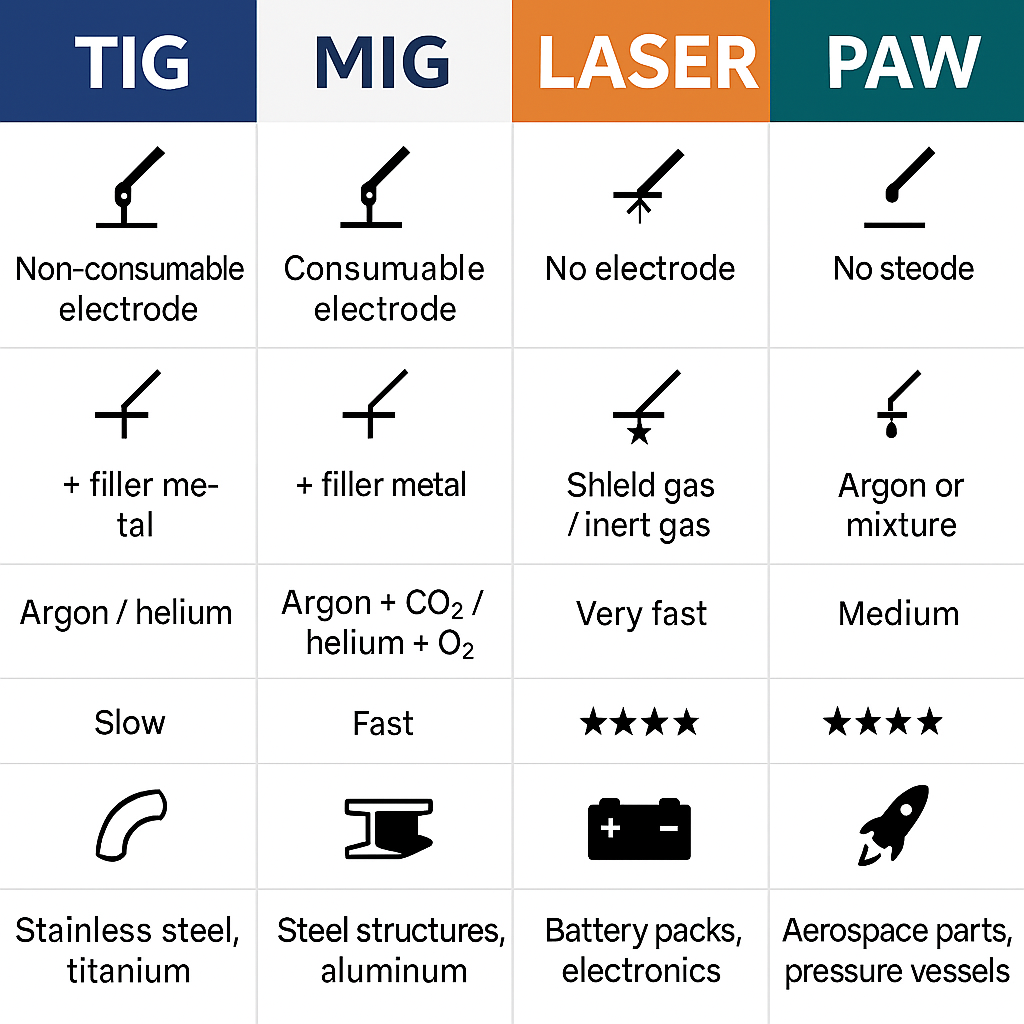
- Saldatura TIG (Tungsten Inert Gas)(TIG): l'arco viene generato tra l'elettrodo di tungsteno e il pezzo in lavorazione, senza fondere l'elettrodo, con gas di protezione e aria di protezione; alta precisione, funzionamento manuale.

- Saldatura MIG (Metal Inert Gas): l'arco si forma tra il filo e il pezzo in lavorazione, il filo viene alimentato, fuso e riempito automaticamente. Velocità di saldatura elevata, adatta per saldature in serie.

-Saldatura laser (Laser): Un raggio laser ad alta energia viene utilizzato per fondere il metallo, consentendo un controllo preciso della profondità e della forma. Senza contatto, a basso impatto termico.
-Saldatura ad arco plasma (PAW): L'arco al plasma si forma restringendo l'ugello, la colonna d'arco è più concentrata, la densità di calore è elevata e può saldare lamiere spesse con fusione profonda.

Gamma di spessori di saldatura
- TIGAdatto per materiali di spessore da ultrasottile a medio, da 0,1 a 6 mm, ideale per la saldatura di pareti sottili di acciaio inossidabile e leghe di titanio.
- MIGAdatto per lamiere di medio spessore, in particolare acciaio al carbonio, acciaio strutturale e leghe di alluminio, con elevata efficienza e ampia copertura.
- Laser:Adatto per materiali ultrasottili fino a 6 mm o meno, come guarnizioni per batterie al litio e tappi terminali dei motori. Le lamiere spesse richiedono la scansione multicanale.
-ZAMPA:Ampia gamma di lavorazione: è possibile lavorare lamiere sottili da 0,1 mm a lamiere spesse fino a 10 mm, ed è inoltre possibile realizzare la saldatura in modalità keyhole.
Estetica della saldatura
TIG: la saldatura più bella, la superficie è piatta, la grana è simile a una squama di pesce, comunemente usata nella lavorazione della carne o nell'artigianato di alta gamma.
MIG: cordone di saldatura più ampio, maggiore spruzzi, adatto per parti strutturali che non richiedono un aspetto particolare del cordone di saldatura.
Saldatura laser: cordone di saldatura estremamente stretto e delicato, quasi nessuna necessità di post-lavorazione, seconda solo alla TIG in termini di rapporto qualità-prezzo, ma la velocità è di gran lunga superiore.
PAW: migliore del MIG, seconda solo al TIG, ma più adatta alla saldatura a fusione profonda e all'automazione.
Adattabilità all'automazione
La saldatura laser e la saldatura PAW sono leader nell'integrazione dell'automazione:
- Elevata precisione
- Traccia la traiettoria della saldatura
- Può essere combinato con sistemi robotici/di visione
La saldatura MIG è ampiamente utilizzata anche nelle linee di produzione automatizzate, ad esempio nell'industria automobilistica.
Sebbene la saldatura TIG consenta la saldatura orbitale automatica, la sua efficacia dipende ancora in larga misura dall'abilità del saldatore.
Confronto tra TIG, MIG, LASER e PAW
La saldatura TIG, MIG, laser e ad arco plasma (PAW) rappresentano soluzioni di saldatura adatte a diversi scenari applicativi:
Saldatura TIG: nota per la qualità e l'estetica del cordone di saldatura, adatta per materiali in lamiera sottile che richiedono un'elevata precisione di saldatura, particolarmente utilizzata nella produzione di alta gamma di acciaio inossidabile e leghe di titanio;
Saldatura MIG: elevata efficienza, facilità d'uso, adatta per lamiere di medio spessore e produzione in serie, è il processo principale nei settori automobilistico, edile, meccanico e in altri ambiti;
Saldatura laser: elevata velocità, basso impatto termico, alto grado di automazione, ampiamente utilizzata nell'elettronica 3C, nelle batterie, negli strumenti di precisione e in altre produzioni di fascia alta;
Saldatura PAW: combinando la stabilità della saldatura TIG con la profonda capacità di fusione del laser, è adatta per il settore aerospaziale, i recipienti a pressione e altri componenti critici con elevati requisiti di resistenza e tenuta.
La scelta del processo più adatto dovrebbe basarsi sul tipo di materiale, sullo spessore della saldatura, sui requisiti di qualità, sul controllo dei costi e sul livello di automazione, al fine di formulare un giudizio complessivo.
Data di pubblicazione: 18 aprile 2025