מבער ריתוך פלזמהנמצא בשימוש נרחב ככלי ריתוך יעיל לעבודות ריתוך בדיוק גבוה. מכיוון שעיקרון הפעולה שלו כרוך בקשת טמפרטורה גבוהה וזרימת גז, מספר בעיות נפוצות עלולות להתרחש בעת השימוש בו. להלן רשימה של בעיות נפוצות בלפידי ריתוך פלזמה וכיצד לפתור אותן:

1. חוסר יציבות בקשת הריתוך
ניתוח סיבות:
- תפוקת ספק הכוח לריתוך אינה יציבה והזרם משתנה מאוד.
- הפיה או האלקטרודה של אקדח הריתוך פגומות, וכתוצאה מכך זרימת גז לא אחידה.
- לחץ אספקת הגז אינו יציב או שאיכות הגז אינה טובה (למשל, יותר מדי חמצן, זיהומים של ארגון).
- זרם הריתוך נמוך מדי או שהקשת אינה מכווננת כראוי.
פִּתָרוֹן:
- בדוק את ספק הכוח של הריתוך כדי לוודא שהמתח והזרם יציבים.
- בדוק והחלף אלקטרודות או פיות פגומות, שמור על מרווח תקין בין האלקטרודות והפיות.
- בדקו את לחץ הגז וקצב הזרימה כדי להבטיח את טוהר הגז המסופק.
- כוונן את זרם הריתוך ואורך הקשת כך שיהיו בטווח הפעולה הרגיל.
2. בריכת ריתוך לא יציבה, תפר ריתוך לא אחיד מתרחש
ניתוח סיבות:
- זרם ריתוך שאינו מוגדר כראוי, גבוה מדי או נמוך מדי, עלול לפגוע ביציבות בריכת ההיתוך.
- קצב זרימת הגז גדול מדי או קטן מדי, מה שגורם לכיסוי גז לא מספק ומשפיע על צורת הריתוך.
- המרחק בין מבער הריתוך לחומר העבודה גדול מדי או קרוב מדי, מה שגורם לקשת ריתוך לא יציבה.
פִּתָרוֹן:
- התאם את הזרם והמתח בהתאם לחומר הריתוך ועובי הפלטה.
- כוונן את זרימת הגז כדי להבטיח כיסוי גז אחיד ולמנוע חורים או תכלילים של גז.
- התאם את המרחק בין מבער הריתוך לחומר העבודה כדי לשמור על אורך קשת הריתוך המתאים.
3. האלקטרודה שחוקה או נשרפה מהר מדי.
ניתוח סיבות:
- זרם הריתוך גבוה מדי, מה שגורם להתחממות יתר של האלקטרודה.
- זרימת גז לא מספקת ואפקט קירור לקוי.
- נוכחות מזהמים (כגון שמן, לחות וכו') בסביבת הריתוך מובילה לחוסר יציבות בקשת הריתוך, אשר בתורה מגבירה את שחיקת האלקטרודות.
פִּתָרוֹן:
- בדוק והתאם את זרם הריתוך כדי למנוע זרם גבוה מדי או נמוך מדי.
- הגבירו את זרימת הגז כדי להבטיח אפקט קירור טוב.
- שמרו על סביבת הריתוך נקייה והימנעו מזיהום של פני השטח של חומר העבודה.
4. פיות סתומות או משקעי פחמן

ניתוח סיבות:
- זרימת גז לא מספקת או לא יציבה מובילה להצטברות פחמן בתוךזַרבּוּבִית.
- שימוש בזרם לא מתאים או אורך קשת מוגזם במהלך הריתוך, מה שמגביר את העומס על הפיה.
- איכות חומר הריתוך מייצרת פיח או זיהומים מוגזמים.
פִּתָרוֹן:
- בדקו ונקו את הפיה באופן קבוע כדי להבטיח זרימת אוויר חלקה.
- כוונן את הזרם ואורך הקשת כדי למנוע התחממות יתר של הפיה.
- השתמשו בחומרי ריתוך איכותיים כדי למזער את יצירת הזיהומים.
5. התחממות יתר של אקדח הריתוך
ניתוח סיבות:
- זרם הריתוך גבוה מדי, מה שגורם לפיד הריתוך לפעול לעתים קרובות מדי ולא לפיזור חום מספיק.
- שימוש מוגזם בתהליך הריתוך, וכתוצאה מכך פיזור החום של מבער הריתוך אינו בזמן.
- כשל במערכת הקירור של אקדח הריתוך (כגון קירור מים או קירור אוויר) או שאינה יעילה מספיק.
פִּתָרוֹן:
- שלטו בזמן ותדירות הריתוך, הימנעו מעבודה רציפה למשך זמן רב מדי.
- בדוק ותקן את מערכת קירור המבער כדי להבטיח פעולה תקינה.
- השתמשו בזרם ובפרמטרי ריתוך מתאימים כדי למנוע התחממות יתר. 6.
6. דליפת גז
ניתוח סיבות:
- צנרת, אביזרים או שסתומים גז רופפים או פגומים, הגורמים לדליפת גז.
- איטום לקוי של אזור חיבור המבער, או טמפרטורות גבוהות שנוצרו במהלך הריתוך פגעו בחומר האיטום.
פִּתָרוֹן:
- בדקו מעת לעת את צנרת ואביזרים של הגז כדי לוודא חיבורים אטומים.
- החליפו אטמים פגומים או פגומים כדי למנוע דליפת גז.
- השתמשו בחומר איטום מתאים כדי להבטיח שהוא לא יכשל בטמפרטורות גבוהות.
7. נקבוביות במהלך ריתוך

ניתוח סיבות:
- אספקת הגז אינה יציבה או לא טהורה, וכתוצאה מכך גז המגן אינו מסוגל לכסות לחלוטין את הריתוך.
- נוכחות של שמן, לחות או זיהומים אחרים על פני חומר העבודה במהלך הריתוך מזהמת את בריכת המותך.
- זרם הריתוך נמוך מדי, וכתוצאה מכך נוצרת בריכת מותכת חלקית, והגז אינו יכול להיפלט ביעילות.
פִּתָרוֹן:
- להבטיח אספקת גז יציבה וניקיון גז איכותי.
- נקו את פני השטח של חומר העבודה כדי לוודא שאין שמן, לחות או מזהמים אחרים.
- כוונן את פרמטרי הזרם והריתוך כדי להבטיח שהבריכה המותכת נוצרת במלואה כדי למנוע חסימת גז.
8. סדקים על פני הריתוך
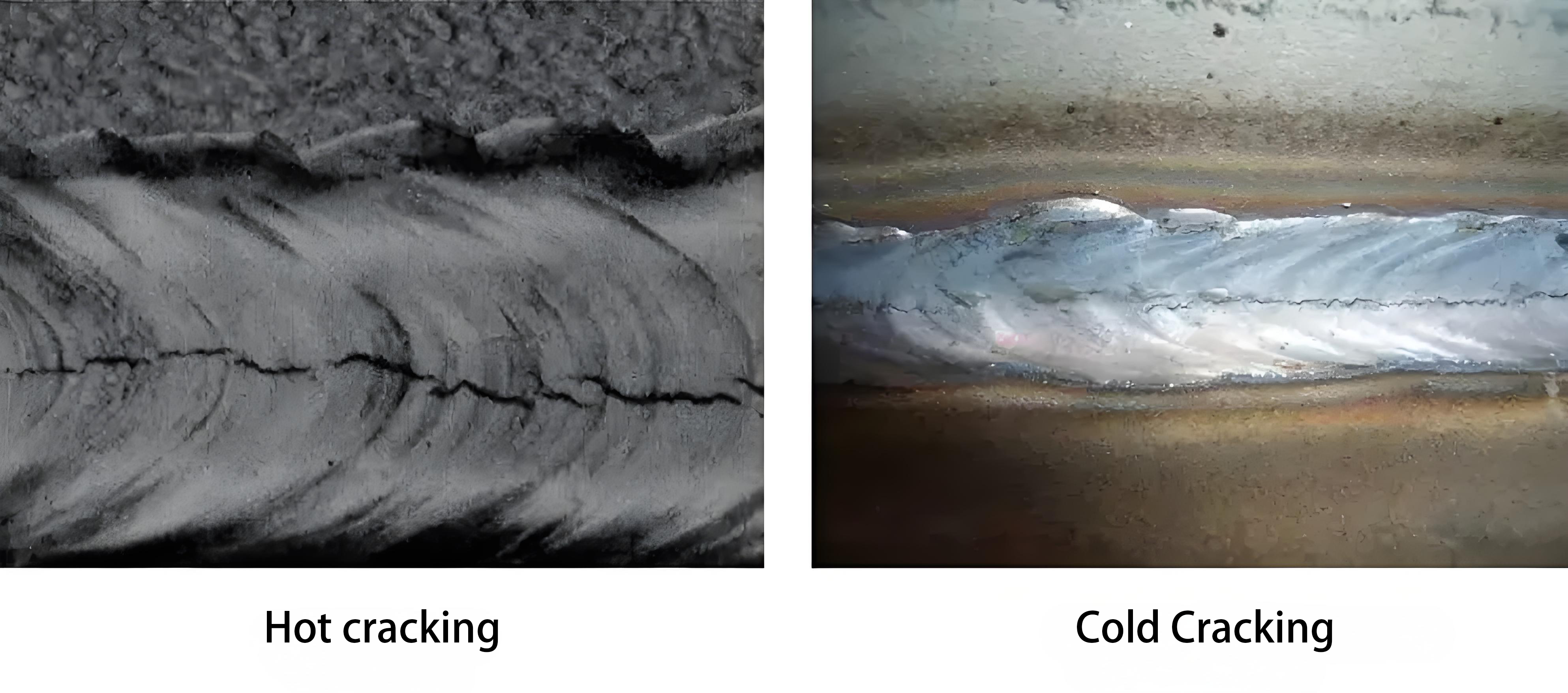
ניתוח סיבות:
- קצב הקירור במהלך הריתוך מהיר מדי, מה שגורם לעומס תרמי מוגזם.
- תאימות לקויה בין חומר הריתוך לחומר הבסיס, או בחירה לא נכונה של חומר הריתוך.
- תהליך ריתוך לא תקין (כגון חימום מוגזם או קירור לא אחיד).
פִּתָרוֹן:
- לשלוט בקצב הקירור של הריתוך. ניתן להשתמש בחימום מקדים או בטיפול לאחר חימום כדי להפחית את הלחץ התרמי.
- בחר את חומר הריתוך המתאים וודא שהוא תואם לחומר הבסיס.
- התאם את תהליך הריתוך כדי למנוע חימום מוגזם או קירור לא אחיד.
הלפיד פלזמהעלולים להיתקל בבעיות רבות במהלך השימוש, הקשורות בדרך כלל לזרם הריתוך, זרימת הגז, תחזוקת הזרבובית והאלקטרודה, סביבת הריתוך וגורמים אחרים. עבור בעיות שונות, נקיטת אמצעים מתאימים להתאמה ותיקון יכולה לשפר ביעילות את איכות הריתוך ולהאריך את חיי הציוד.
זמן פרסום: 28 בנובמבר 2024